


Данный материал написан с целью обратить внимание специалистов, работающих в области неразрушающего контроля, на основные критерии выбора инструмента для проведения ВИК. Отличить качественный профессиональный инструмент от бытового и, как следствие, обеспечить бесперебойную работу лаборатории НК, качество выполняемых работ, рост и развитие компании.
Что такое комплект ВИК?
ВИК — комплект инструментов, предназначенных для визуально-измерительного контроля.
Применение ВИК
Преимущественно набор измерительного инструмента ВИК применяется при проверке качества:
- подготовки и сборки заготовок под сварку;
- готовых сварных соединений.
Как правило, визуальному измерительному контролю подвергаются все сварные изделия независимо от применения других видов контроля. Визуальный контроль достаточно прост в применении и позволяет провести проверку в труднодоступных местах или при неблагоприятных климатических условиях. Является наиболее дешевым и оперативным методом контроля.
Комплектация ВИК (базовая)
 |
 |
 |
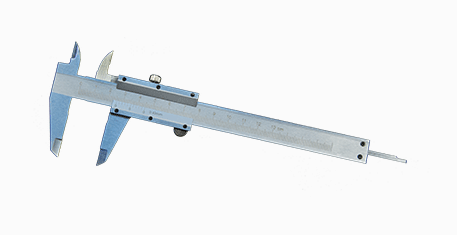
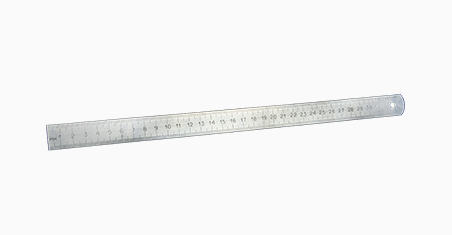
| штангенциркуль | линейка | рулетка |
|
 |
 |
| лупа х4 | лупа с подсветкой | лупа х10 |
 |
 |
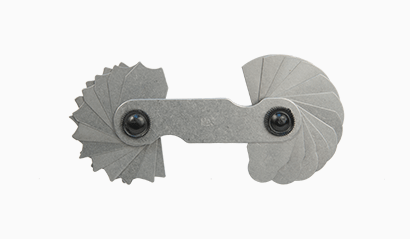 |
| маркер по металлу | набор щупов №4 кл.2 | набор радиусных шаблонов №3 |
 |
 |
 |
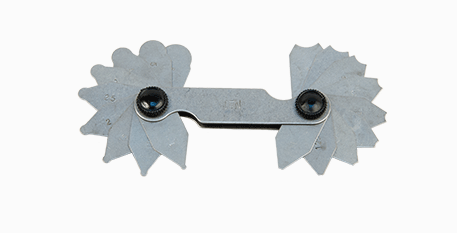
| набор радиусных шаблонов №1 | угольник металлический | фонарик |
 |
 |
 |
| универсальный шаблон сварщика УШС-3 | сумка | РД |
Метрологическая аттестация ВИК
Измерительный инструмент, входящий в комплект «ВИК», должен проходить метрологическую аттестацию по действующим методикам, утвержденным государственными органами, а также иметь соответствующую маркировку (заводской номер, клеймо завода-изготовителя, цену деления шкалы, класс точности). На каждую единицу, проходящую метрологическую аттестацию, выдается свидетельство о поверке или сертификат калибровки.
Свидетельство о поверке выдается на инструмент, который имеет на момент выпуска из производства действующее свидетельство об утверждении типа СИ. Наличие у инструмента свидетельства о поверке означает, что по результатам метрологической аттестации инструмент соответствует всем требованиям описания типа СИ, утвержденного Росстандартом.
Сертификат калибровки выдается на инструмент, не имеющий сертификат об утверждении типа СИ. Наличие у инструмента сертификата калибровки означает, что по результатам метрологической аттестации (калибровки) инструмент соответствует технической документации производителя.
Метрологическая аттестация, выполненная по внутренним методикам предприятия-изготовителя или продавца, считается недействительной.
Базовые требования к инструменту, на которые следует обратить внимание при приемке
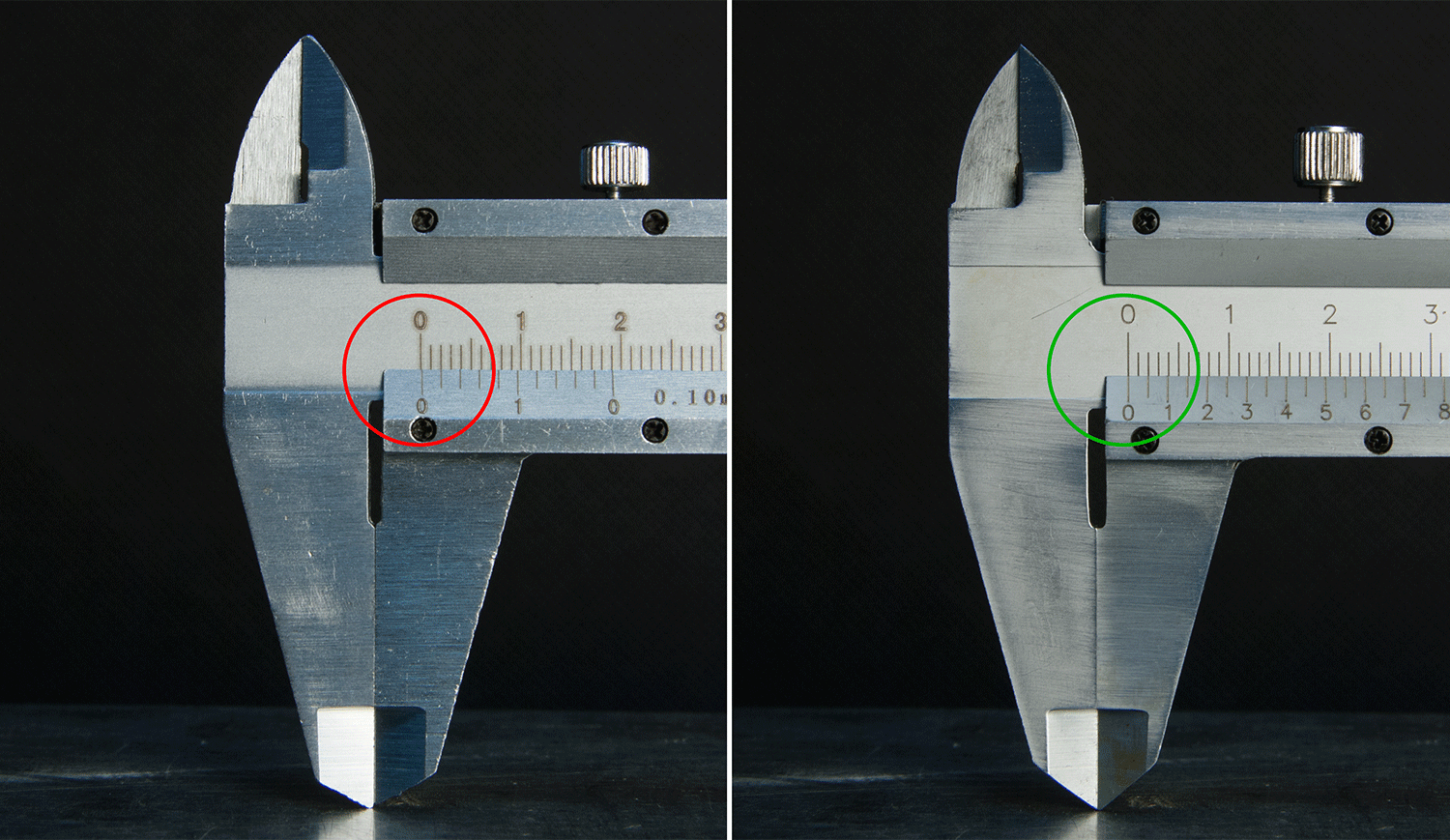
Штангенциркули:
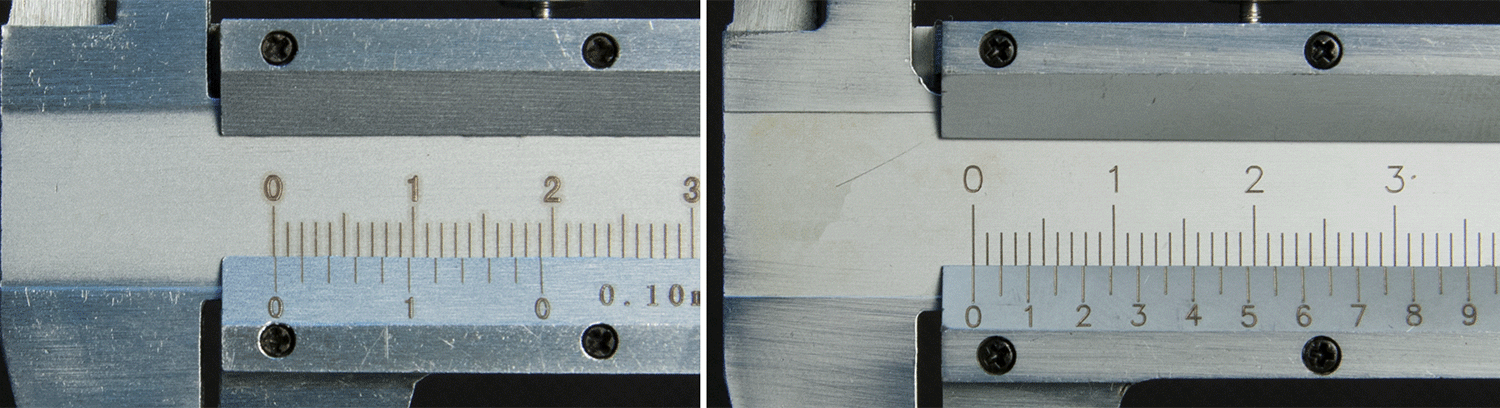
- при своде измерительных губок могут не совпадать нулевые штрихи нониуса и штанги
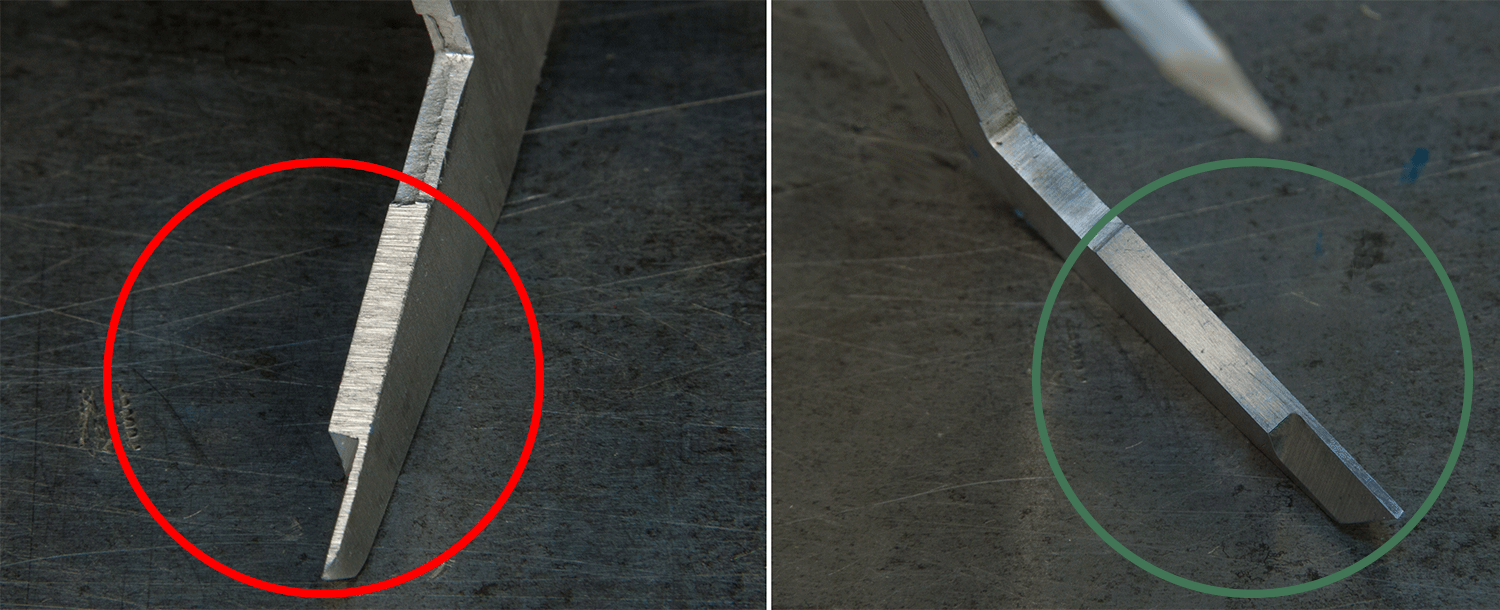
- боковые поверхности измерительных губок могут не совпадать между собой и образовывать ступеньку при смыкании;
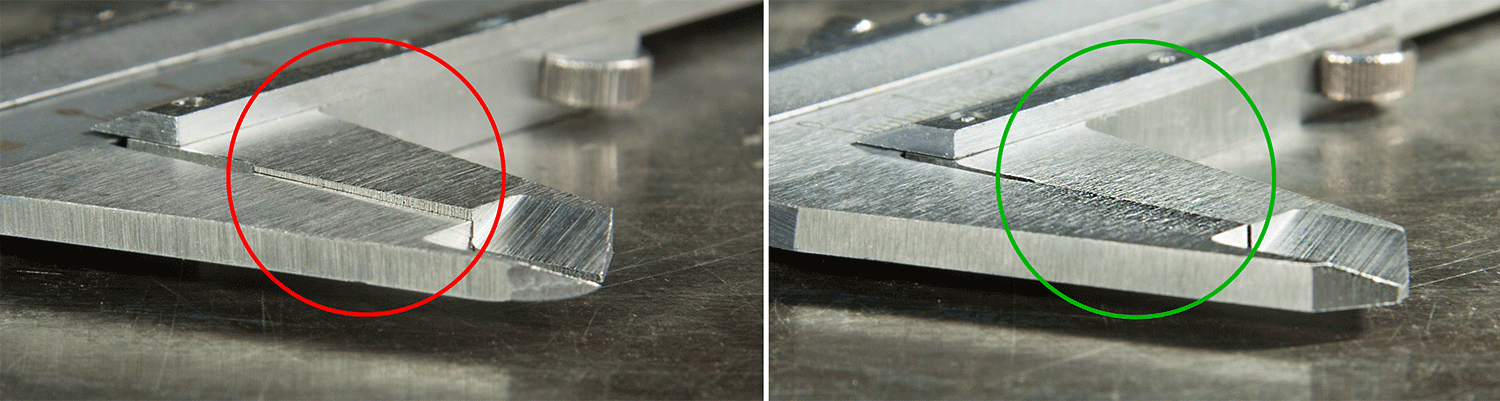
- на измерительных губках могут быть канавки, оставшиеся после грубой механической обработки;
- риски шкалы измерения могут быть нанесены нечётко;
- плоскости измерительных губок могут неплотно соединяться между собой;

- передвижение рамки нониуса может происходить неплавно;
- антикоррозийное покрытие может вызывать сомнения/наличие ржавчины.
Угольники:
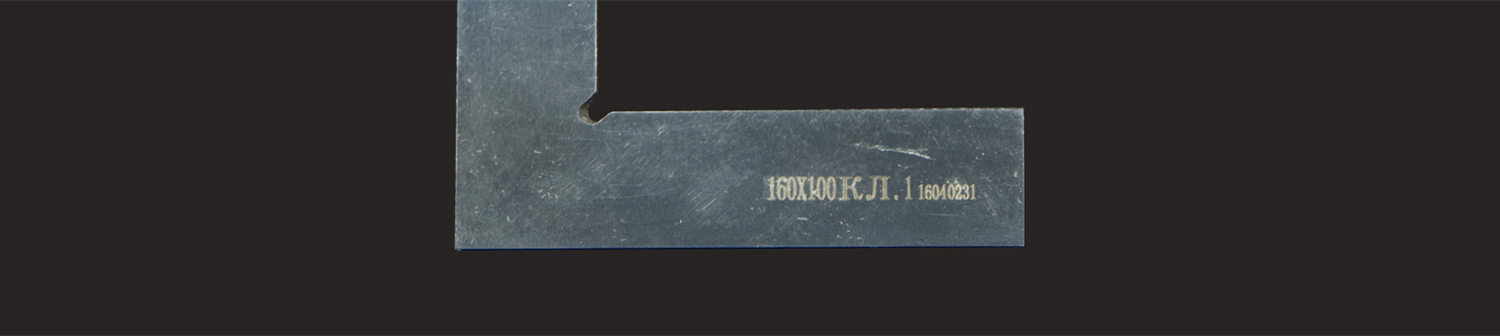
Должны быть указаны: размер, номинальное значение угла, класс точности, товарный знак производителя.
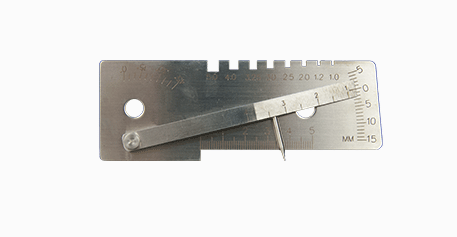
Универсальный шаблон сварщика УШС-3:
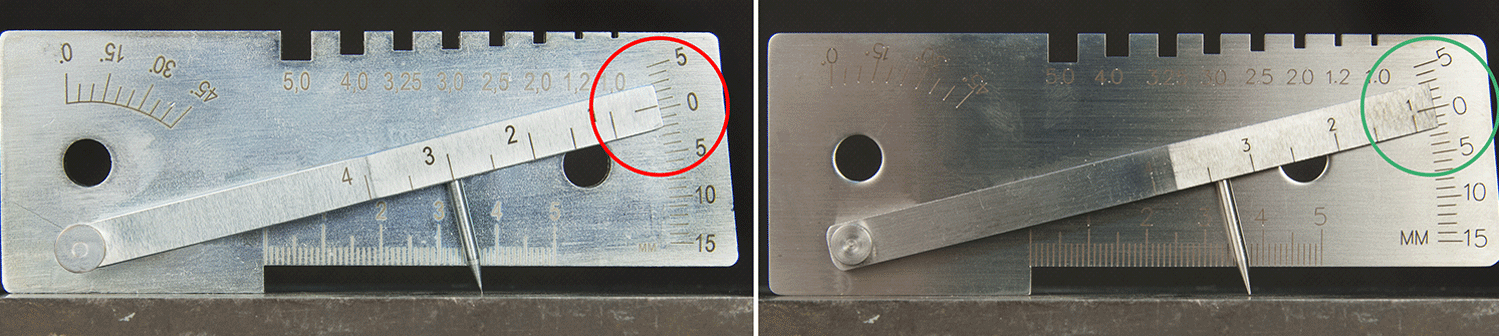
- риска движка с клиновой частью не совпадает с нулевой риской шаблона;
- сомнительное антикороззийное покрытие/наличие ржавчины;
- нечёткое нанесение рисок шкалы измерения.
Каждый измерительный инструмент (прибор) в своей комплектации должен иметь сопроводительную документацию: паспорт, руководство по эксплуатации.
Комплект измерительных инструментов ВИК, используемый на производственных объектах, должен соответствовать требованиям ГОСТ, регламентирующих документов, отраслевых стандартов и проходить метрологическую аттестацию по методикам, утвержденным в аккредитованных в соответствии с действующим законодательством организациях.