array(17) {
[0]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(45) "Рамка плоская 620 × 80 мм"
["id"]=>
string(4) "1259"
["sku"]=>
string(40) "Рамка плоская 620 × 80 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1976"
["product_attr_nomenclature_c"]=>
string(73) "d26cc4cb-5060-11eb-bbd5-ac1f6bd30b31;29e2bff3-c5a4-11ea-b5b3-001577db725f"
}
[1]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(55) "Рамка плоская 600 × 60 × 6 мм"
["id"]=>
string(4) "1260"
["sku"]=>
string(40) "Рамка плоская 600 × 60 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1977"
["product_attr_nomenclature_c"]=>
string(73) "3c3a706a-5063-11eb-bbd5-ac1f6bd30b31;96a46bfd-1221-11ec-bbd9-ac1f6bd30b31"
}
[2]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(52) "Рамка квадратная 230 × 230 мм"
["id"]=>
string(4) "1261"
["sku"]=>
string(31) "Рамка квадратная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1978"
["product_attr_nomenclature_c"]=>
string(73) "760734fa-50b2-11eb-bbd5-ac1f6bd30b31;5e7bb07a-250b-11ec-bbd9-ac1f6bd30b31"
}
[3]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(42) "Рамка круглая ø240 мм"
["id"]=>
string(4) "1262"
["sku"]=>
string(25) "Рамка круглая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1979"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e066-50b2-11eb-bbd5-ac1f6bd30b31;7285646f-250b-11ec-bbd9-ac1f6bd30b31"
}
[4]=>
array(11) {
["price"]=>
string(10) "27 116 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка угловая 530 × 75 мм внутренняя"
["id"]=>
string(4) "1263"
["sku"]=>
string(46) "Рамка угловая внутренняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1980"
["product_attr_nomenclature_c"]=>
string(73) "6b13f750-5061-11eb-bbd5-ac1f6bd30b31;21f5cc1e-c5a4-11ea-b5b3-001577db725f"
}
[5]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка треугольная 195 × 195 × 195 мм"
["id"]=>
string(4) "1264"
["sku"]=>
string(33) "Рамка треугольная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1981"
["product_attr_nomenclature_c"]=>
string(73) "99ff50f4-50b2-11eb-bbd5-ac1f6bd30b31;82469728-250b-11ec-bbd9-ac1f6bd30b31"
}
[6]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(71) "Рамка угловая 530 × 75 × 75 мм внешняя"
["id"]=>
string(4) "1265"
["sku"]=>
string(40) "Рамка угловая внешняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1982"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e060-50b2-11eb-bbd5-ac1f6bd30b31;c1190321-2c08-11ec-bbd9-ac1f6bd30b31"
}
[7]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(88) "Рамка для контроля герметичности трубопроводов"
["id"]=>
string(4) "1266"
["sku"]=>
string(43) "Рамка для контроля труб"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1983"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[8]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(25) "Рамка щелевая"
["id"]=>
string(4) "1521"
["sku"]=>
string(25) "Рамка щелевая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3059"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[9]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(69) "Рамка плоская 620 × 80 мм с подсветкой"
["id"]=>
string(4) "1267"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1984"
["product_attr_nomenclature_c"]=>
string(73) "0d20f504-8bac-11eb-bbd7-ac1f6bd30b31;f68dd034-0728-11ed-bbdb-ac1f6bd30b31"
}
[10]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(79) "Рамка плоская 600 × 60 × 6 мм с подсветкой"
["id"]=>
string(4) "1268"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1985"
["product_attr_nomenclature_c"]=>
string(73) "e07820f5-205d-11ec-bbd9-ac1f6bd30b31;dee0459d-072f-11ed-bbdb-ac1f6bd30b31"
}
[11]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(76) "Рамка квадратная 230 × 230 мм с подсветкой"
["id"]=>
string(4) "1269"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1986"
["product_attr_nomenclature_c"]=>
string(73) "37bf6cd7-8bac-11eb-bbd7-ac1f6bd30b31;0e911cac-0730-11ed-bbdb-ac1f6bd30b31"
}
[12]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка круглая ø240 мм с подсветкой"
["id"]=>
string(4) "1270"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1987"
["product_attr_nomenclature_c"]=>
string(73) "4fdc522c-8bac-11eb-bbd7-ac1f6bd30b31;2e1f4ef0-0730-11ed-bbdb-ac1f6bd30b31"
}
[13]=>
array(11) {
["price"]=>
string(10) "37 800 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка угловая 530 × 75 мм внутренняя с подсветкой"
["id"]=>
string(4) "1271"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1988"
["product_attr_nomenclature_c"]=>
string(73) "c8f0142c-073e-11ed-bbdb-ac1f6bd30b31;c8f0142b-073e-11ed-bbdb-ac1f6bd30b31"
}
[14]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка треугольная 195 × 195 × 195 мм с подсветкой"
["id"]=>
string(4) "1272"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1989"
["product_attr_nomenclature_c"]=>
string(73) "69175614-8bac-11eb-bbd7-ac1f6bd30b31;f592a78c-073e-11ed-bbdb-ac1f6bd30b31"
}
[15]=>
array(11) {
["price"]=>
string(10) "32 550 ₽"
["oldprice"]=>
NULL
["name"]=>
string(95) "Рамка угловая 530 × 75 × 75 мм внешняя с подсветкой"
["id"]=>
string(4) "1273"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1990"
["product_attr_nomenclature_c"]=>
string(73) "1201df45-073f-11ed-bbdb-ac1f6bd30b31;1201df44-073f-11ed-bbdb-ac1f6bd30b31"
}
[16]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(49) "Рамка щелевая с подсветкой"
["id"]=>
string(4) "1522"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3060"
["product_attr_nomenclature_c"]=>
string(0) ""
}
}
array(17) {
[0]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(45) "Рамка плоская 620 × 80 мм"
["id"]=>
string(4) "1259"
["sku"]=>
string(40) "Рамка плоская 620 × 80 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1976"
["product_attr_nomenclature_c"]=>
string(73) "d26cc4cb-5060-11eb-bbd5-ac1f6bd30b31;29e2bff3-c5a4-11ea-b5b3-001577db725f"
}
[1]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(55) "Рамка плоская 600 × 60 × 6 мм"
["id"]=>
string(4) "1260"
["sku"]=>
string(40) "Рамка плоская 600 × 60 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1977"
["product_attr_nomenclature_c"]=>
string(73) "3c3a706a-5063-11eb-bbd5-ac1f6bd30b31;96a46bfd-1221-11ec-bbd9-ac1f6bd30b31"
}
[2]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(52) "Рамка квадратная 230 × 230 мм"
["id"]=>
string(4) "1261"
["sku"]=>
string(31) "Рамка квадратная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1978"
["product_attr_nomenclature_c"]=>
string(73) "760734fa-50b2-11eb-bbd5-ac1f6bd30b31;5e7bb07a-250b-11ec-bbd9-ac1f6bd30b31"
}
[3]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(42) "Рамка круглая ø240 мм"
["id"]=>
string(4) "1262"
["sku"]=>
string(25) "Рамка круглая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1979"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e066-50b2-11eb-bbd5-ac1f6bd30b31;7285646f-250b-11ec-bbd9-ac1f6bd30b31"
}
[4]=>
array(11) {
["price"]=>
string(10) "27 116 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка угловая 530 × 75 мм внутренняя"
["id"]=>
string(4) "1263"
["sku"]=>
string(46) "Рамка угловая внутренняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1980"
["product_attr_nomenclature_c"]=>
string(73) "6b13f750-5061-11eb-bbd5-ac1f6bd30b31;21f5cc1e-c5a4-11ea-b5b3-001577db725f"
}
[5]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка треугольная 195 × 195 × 195 мм"
["id"]=>
string(4) "1264"
["sku"]=>
string(33) "Рамка треугольная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1981"
["product_attr_nomenclature_c"]=>
string(73) "99ff50f4-50b2-11eb-bbd5-ac1f6bd30b31;82469728-250b-11ec-bbd9-ac1f6bd30b31"
}
[6]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(71) "Рамка угловая 530 × 75 × 75 мм внешняя"
["id"]=>
string(4) "1265"
["sku"]=>
string(40) "Рамка угловая внешняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1982"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e060-50b2-11eb-bbd5-ac1f6bd30b31;c1190321-2c08-11ec-bbd9-ac1f6bd30b31"
}
[7]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(88) "Рамка для контроля герметичности трубопроводов"
["id"]=>
string(4) "1266"
["sku"]=>
string(43) "Рамка для контроля труб"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1983"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[8]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(25) "Рамка щелевая"
["id"]=>
string(4) "1521"
["sku"]=>
string(25) "Рамка щелевая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3059"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[9]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(69) "Рамка плоская 620 × 80 мм с подсветкой"
["id"]=>
string(4) "1267"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1984"
["product_attr_nomenclature_c"]=>
string(73) "0d20f504-8bac-11eb-bbd7-ac1f6bd30b31;f68dd034-0728-11ed-bbdb-ac1f6bd30b31"
}
[10]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(79) "Рамка плоская 600 × 60 × 6 мм с подсветкой"
["id"]=>
string(4) "1268"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1985"
["product_attr_nomenclature_c"]=>
string(73) "e07820f5-205d-11ec-bbd9-ac1f6bd30b31;dee0459d-072f-11ed-bbdb-ac1f6bd30b31"
}
[11]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(76) "Рамка квадратная 230 × 230 мм с подсветкой"
["id"]=>
string(4) "1269"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1986"
["product_attr_nomenclature_c"]=>
string(73) "37bf6cd7-8bac-11eb-bbd7-ac1f6bd30b31;0e911cac-0730-11ed-bbdb-ac1f6bd30b31"
}
[12]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка круглая ø240 мм с подсветкой"
["id"]=>
string(4) "1270"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1987"
["product_attr_nomenclature_c"]=>
string(73) "4fdc522c-8bac-11eb-bbd7-ac1f6bd30b31;2e1f4ef0-0730-11ed-bbdb-ac1f6bd30b31"
}
[13]=>
array(11) {
["price"]=>
string(10) "37 800 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка угловая 530 × 75 мм внутренняя с подсветкой"
["id"]=>
string(4) "1271"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1988"
["product_attr_nomenclature_c"]=>
string(73) "c8f0142c-073e-11ed-bbdb-ac1f6bd30b31;c8f0142b-073e-11ed-bbdb-ac1f6bd30b31"
}
[14]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка треугольная 195 × 195 × 195 мм с подсветкой"
["id"]=>
string(4) "1272"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1989"
["product_attr_nomenclature_c"]=>
string(73) "69175614-8bac-11eb-bbd7-ac1f6bd30b31;f592a78c-073e-11ed-bbdb-ac1f6bd30b31"
}
[15]=>
array(11) {
["price"]=>
string(10) "32 550 ₽"
["oldprice"]=>
NULL
["name"]=>
string(95) "Рамка угловая 530 × 75 × 75 мм внешняя с подсветкой"
["id"]=>
string(4) "1273"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1990"
["product_attr_nomenclature_c"]=>
string(73) "1201df45-073f-11ed-bbdb-ac1f6bd30b31;1201df44-073f-11ed-bbdb-ac1f6bd30b31"
}
[16]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(49) "Рамка щелевая с подсветкой"
["id"]=>
string(4) "1522"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3060"
["product_attr_nomenclature_c"]=>
string(0) ""
}
}
array(17) {
[0]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(45) "Рамка плоская 620 × 80 мм"
["id"]=>
string(4) "1259"
["sku"]=>
string(40) "Рамка плоская 620 × 80 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1976"
["product_attr_nomenclature_c"]=>
string(73) "d26cc4cb-5060-11eb-bbd5-ac1f6bd30b31;29e2bff3-c5a4-11ea-b5b3-001577db725f"
}
[1]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(55) "Рамка плоская 600 × 60 × 6 мм"
["id"]=>
string(4) "1260"
["sku"]=>
string(40) "Рамка плоская 600 × 60 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1977"
["product_attr_nomenclature_c"]=>
string(73) "3c3a706a-5063-11eb-bbd5-ac1f6bd30b31;96a46bfd-1221-11ec-bbd9-ac1f6bd30b31"
}
[2]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(52) "Рамка квадратная 230 × 230 мм"
["id"]=>
string(4) "1261"
["sku"]=>
string(31) "Рамка квадратная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1978"
["product_attr_nomenclature_c"]=>
string(73) "760734fa-50b2-11eb-bbd5-ac1f6bd30b31;5e7bb07a-250b-11ec-bbd9-ac1f6bd30b31"
}
[3]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(42) "Рамка круглая ø240 мм"
["id"]=>
string(4) "1262"
["sku"]=>
string(25) "Рамка круглая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1979"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e066-50b2-11eb-bbd5-ac1f6bd30b31;7285646f-250b-11ec-bbd9-ac1f6bd30b31"
}
[4]=>
array(11) {
["price"]=>
string(10) "27 116 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка угловая 530 × 75 мм внутренняя"
["id"]=>
string(4) "1263"
["sku"]=>
string(46) "Рамка угловая внутренняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1980"
["product_attr_nomenclature_c"]=>
string(73) "6b13f750-5061-11eb-bbd5-ac1f6bd30b31;21f5cc1e-c5a4-11ea-b5b3-001577db725f"
}
[5]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка треугольная 195 × 195 × 195 мм"
["id"]=>
string(4) "1264"
["sku"]=>
string(33) "Рамка треугольная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1981"
["product_attr_nomenclature_c"]=>
string(73) "99ff50f4-50b2-11eb-bbd5-ac1f6bd30b31;82469728-250b-11ec-bbd9-ac1f6bd30b31"
}
[6]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(71) "Рамка угловая 530 × 75 × 75 мм внешняя"
["id"]=>
string(4) "1265"
["sku"]=>
string(40) "Рамка угловая внешняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1982"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e060-50b2-11eb-bbd5-ac1f6bd30b31;c1190321-2c08-11ec-bbd9-ac1f6bd30b31"
}
[7]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(88) "Рамка для контроля герметичности трубопроводов"
["id"]=>
string(4) "1266"
["sku"]=>
string(43) "Рамка для контроля труб"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1983"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[8]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(25) "Рамка щелевая"
["id"]=>
string(4) "1521"
["sku"]=>
string(25) "Рамка щелевая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3059"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[9]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(69) "Рамка плоская 620 × 80 мм с подсветкой"
["id"]=>
string(4) "1267"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1984"
["product_attr_nomenclature_c"]=>
string(73) "0d20f504-8bac-11eb-bbd7-ac1f6bd30b31;f68dd034-0728-11ed-bbdb-ac1f6bd30b31"
}
[10]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(79) "Рамка плоская 600 × 60 × 6 мм с подсветкой"
["id"]=>
string(4) "1268"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1985"
["product_attr_nomenclature_c"]=>
string(73) "e07820f5-205d-11ec-bbd9-ac1f6bd30b31;dee0459d-072f-11ed-bbdb-ac1f6bd30b31"
}
[11]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(76) "Рамка квадратная 230 × 230 мм с подсветкой"
["id"]=>
string(4) "1269"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1986"
["product_attr_nomenclature_c"]=>
string(73) "37bf6cd7-8bac-11eb-bbd7-ac1f6bd30b31;0e911cac-0730-11ed-bbdb-ac1f6bd30b31"
}
[12]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка круглая ø240 мм с подсветкой"
["id"]=>
string(4) "1270"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1987"
["product_attr_nomenclature_c"]=>
string(73) "4fdc522c-8bac-11eb-bbd7-ac1f6bd30b31;2e1f4ef0-0730-11ed-bbdb-ac1f6bd30b31"
}
[13]=>
array(11) {
["price"]=>
string(10) "37 800 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка угловая 530 × 75 мм внутренняя с подсветкой"
["id"]=>
string(4) "1271"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1988"
["product_attr_nomenclature_c"]=>
string(73) "c8f0142c-073e-11ed-bbdb-ac1f6bd30b31;c8f0142b-073e-11ed-bbdb-ac1f6bd30b31"
}
[14]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка треугольная 195 × 195 × 195 мм с подсветкой"
["id"]=>
string(4) "1272"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1989"
["product_attr_nomenclature_c"]=>
string(73) "69175614-8bac-11eb-bbd7-ac1f6bd30b31;f592a78c-073e-11ed-bbdb-ac1f6bd30b31"
}
[15]=>
array(11) {
["price"]=>
string(10) "32 550 ₽"
["oldprice"]=>
NULL
["name"]=>
string(95) "Рамка угловая 530 × 75 × 75 мм внешняя с подсветкой"
["id"]=>
string(4) "1273"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1990"
["product_attr_nomenclature_c"]=>
string(73) "1201df45-073f-11ed-bbdb-ac1f6bd30b31;1201df44-073f-11ed-bbdb-ac1f6bd30b31"
}
[16]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(49) "Рамка щелевая с подсветкой"
["id"]=>
string(4) "1522"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3060"
["product_attr_nomenclature_c"]=>
string(0) ""
}
}
array(17) {
[0]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(45) "Рамка плоская 620 × 80 мм"
["id"]=>
string(4) "1259"
["sku"]=>
string(40) "Рамка плоская 620 × 80 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1976"
["product_attr_nomenclature_c"]=>
string(73) "d26cc4cb-5060-11eb-bbd5-ac1f6bd30b31;29e2bff3-c5a4-11ea-b5b3-001577db725f"
}
[1]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(55) "Рамка плоская 600 × 60 × 6 мм"
["id"]=>
string(4) "1260"
["sku"]=>
string(40) "Рамка плоская 600 × 60 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1977"
["product_attr_nomenclature_c"]=>
string(73) "3c3a706a-5063-11eb-bbd5-ac1f6bd30b31;96a46bfd-1221-11ec-bbd9-ac1f6bd30b31"
}
[2]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(52) "Рамка квадратная 230 × 230 мм"
["id"]=>
string(4) "1261"
["sku"]=>
string(31) "Рамка квадратная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1978"
["product_attr_nomenclature_c"]=>
string(73) "760734fa-50b2-11eb-bbd5-ac1f6bd30b31;5e7bb07a-250b-11ec-bbd9-ac1f6bd30b31"
}
[3]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(42) "Рамка круглая ø240 мм"
["id"]=>
string(4) "1262"
["sku"]=>
string(25) "Рамка круглая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1979"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e066-50b2-11eb-bbd5-ac1f6bd30b31;7285646f-250b-11ec-bbd9-ac1f6bd30b31"
}
[4]=>
array(11) {
["price"]=>
string(10) "27 116 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка угловая 530 × 75 мм внутренняя"
["id"]=>
string(4) "1263"
["sku"]=>
string(46) "Рамка угловая внутренняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1980"
["product_attr_nomenclature_c"]=>
string(73) "6b13f750-5061-11eb-bbd5-ac1f6bd30b31;21f5cc1e-c5a4-11ea-b5b3-001577db725f"
}
[5]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка треугольная 195 × 195 × 195 мм"
["id"]=>
string(4) "1264"
["sku"]=>
string(33) "Рамка треугольная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1981"
["product_attr_nomenclature_c"]=>
string(73) "99ff50f4-50b2-11eb-bbd5-ac1f6bd30b31;82469728-250b-11ec-bbd9-ac1f6bd30b31"
}
[6]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(71) "Рамка угловая 530 × 75 × 75 мм внешняя"
["id"]=>
string(4) "1265"
["sku"]=>
string(40) "Рамка угловая внешняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1982"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e060-50b2-11eb-bbd5-ac1f6bd30b31;c1190321-2c08-11ec-bbd9-ac1f6bd30b31"
}
[7]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(88) "Рамка для контроля герметичности трубопроводов"
["id"]=>
string(4) "1266"
["sku"]=>
string(43) "Рамка для контроля труб"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1983"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[8]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(25) "Рамка щелевая"
["id"]=>
string(4) "1521"
["sku"]=>
string(25) "Рамка щелевая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3059"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[9]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(69) "Рамка плоская 620 × 80 мм с подсветкой"
["id"]=>
string(4) "1267"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1984"
["product_attr_nomenclature_c"]=>
string(73) "0d20f504-8bac-11eb-bbd7-ac1f6bd30b31;f68dd034-0728-11ed-bbdb-ac1f6bd30b31"
}
[10]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(79) "Рамка плоская 600 × 60 × 6 мм с подсветкой"
["id"]=>
string(4) "1268"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1985"
["product_attr_nomenclature_c"]=>
string(73) "e07820f5-205d-11ec-bbd9-ac1f6bd30b31;dee0459d-072f-11ed-bbdb-ac1f6bd30b31"
}
[11]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(76) "Рамка квадратная 230 × 230 мм с подсветкой"
["id"]=>
string(4) "1269"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1986"
["product_attr_nomenclature_c"]=>
string(73) "37bf6cd7-8bac-11eb-bbd7-ac1f6bd30b31;0e911cac-0730-11ed-bbdb-ac1f6bd30b31"
}
[12]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка круглая ø240 мм с подсветкой"
["id"]=>
string(4) "1270"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1987"
["product_attr_nomenclature_c"]=>
string(73) "4fdc522c-8bac-11eb-bbd7-ac1f6bd30b31;2e1f4ef0-0730-11ed-bbdb-ac1f6bd30b31"
}
[13]=>
array(11) {
["price"]=>
string(10) "37 800 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка угловая 530 × 75 мм внутренняя с подсветкой"
["id"]=>
string(4) "1271"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1988"
["product_attr_nomenclature_c"]=>
string(73) "c8f0142c-073e-11ed-bbdb-ac1f6bd30b31;c8f0142b-073e-11ed-bbdb-ac1f6bd30b31"
}
[14]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка треугольная 195 × 195 × 195 мм с подсветкой"
["id"]=>
string(4) "1272"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1989"
["product_attr_nomenclature_c"]=>
string(73) "69175614-8bac-11eb-bbd7-ac1f6bd30b31;f592a78c-073e-11ed-bbdb-ac1f6bd30b31"
}
[15]=>
array(11) {
["price"]=>
string(10) "32 550 ₽"
["oldprice"]=>
NULL
["name"]=>
string(95) "Рамка угловая 530 × 75 × 75 мм внешняя с подсветкой"
["id"]=>
string(4) "1273"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1990"
["product_attr_nomenclature_c"]=>
string(73) "1201df45-073f-11ed-bbdb-ac1f6bd30b31;1201df44-073f-11ed-bbdb-ac1f6bd30b31"
}
[16]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(49) "Рамка щелевая с подсветкой"
["id"]=>
string(4) "1522"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3060"
["product_attr_nomenclature_c"]=>
string(0) ""
}
}
array(17) {
[0]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(45) "Рамка плоская 620 × 80 мм"
["id"]=>
string(4) "1259"
["sku"]=>
string(40) "Рамка плоская 620 × 80 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1976"
["product_attr_nomenclature_c"]=>
string(73) "d26cc4cb-5060-11eb-bbd5-ac1f6bd30b31;29e2bff3-c5a4-11ea-b5b3-001577db725f"
}
[1]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(55) "Рамка плоская 600 × 60 × 6 мм"
["id"]=>
string(4) "1260"
["sku"]=>
string(40) "Рамка плоская 600 × 60 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1977"
["product_attr_nomenclature_c"]=>
string(73) "3c3a706a-5063-11eb-bbd5-ac1f6bd30b31;96a46bfd-1221-11ec-bbd9-ac1f6bd30b31"
}
[2]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(52) "Рамка квадратная 230 × 230 мм"
["id"]=>
string(4) "1261"
["sku"]=>
string(31) "Рамка квадратная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1978"
["product_attr_nomenclature_c"]=>
string(73) "760734fa-50b2-11eb-bbd5-ac1f6bd30b31;5e7bb07a-250b-11ec-bbd9-ac1f6bd30b31"
}
[3]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(42) "Рамка круглая ø240 мм"
["id"]=>
string(4) "1262"
["sku"]=>
string(25) "Рамка круглая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1979"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e066-50b2-11eb-bbd5-ac1f6bd30b31;7285646f-250b-11ec-bbd9-ac1f6bd30b31"
}
[4]=>
array(11) {
["price"]=>
string(10) "27 116 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка угловая 530 × 75 мм внутренняя"
["id"]=>
string(4) "1263"
["sku"]=>
string(46) "Рамка угловая внутренняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1980"
["product_attr_nomenclature_c"]=>
string(73) "6b13f750-5061-11eb-bbd5-ac1f6bd30b31;21f5cc1e-c5a4-11ea-b5b3-001577db725f"
}
[5]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка треугольная 195 × 195 × 195 мм"
["id"]=>
string(4) "1264"
["sku"]=>
string(33) "Рамка треугольная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1981"
["product_attr_nomenclature_c"]=>
string(73) "99ff50f4-50b2-11eb-bbd5-ac1f6bd30b31;82469728-250b-11ec-bbd9-ac1f6bd30b31"
}
[6]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(71) "Рамка угловая 530 × 75 × 75 мм внешняя"
["id"]=>
string(4) "1265"
["sku"]=>
string(40) "Рамка угловая внешняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1982"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e060-50b2-11eb-bbd5-ac1f6bd30b31;c1190321-2c08-11ec-bbd9-ac1f6bd30b31"
}
[7]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(88) "Рамка для контроля герметичности трубопроводов"
["id"]=>
string(4) "1266"
["sku"]=>
string(43) "Рамка для контроля труб"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1983"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[8]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(25) "Рамка щелевая"
["id"]=>
string(4) "1521"
["sku"]=>
string(25) "Рамка щелевая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3059"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[9]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(69) "Рамка плоская 620 × 80 мм с подсветкой"
["id"]=>
string(4) "1267"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1984"
["product_attr_nomenclature_c"]=>
string(73) "0d20f504-8bac-11eb-bbd7-ac1f6bd30b31;f68dd034-0728-11ed-bbdb-ac1f6bd30b31"
}
[10]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(79) "Рамка плоская 600 × 60 × 6 мм с подсветкой"
["id"]=>
string(4) "1268"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1985"
["product_attr_nomenclature_c"]=>
string(73) "e07820f5-205d-11ec-bbd9-ac1f6bd30b31;dee0459d-072f-11ed-bbdb-ac1f6bd30b31"
}
[11]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(76) "Рамка квадратная 230 × 230 мм с подсветкой"
["id"]=>
string(4) "1269"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1986"
["product_attr_nomenclature_c"]=>
string(73) "37bf6cd7-8bac-11eb-bbd7-ac1f6bd30b31;0e911cac-0730-11ed-bbdb-ac1f6bd30b31"
}
[12]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка круглая ø240 мм с подсветкой"
["id"]=>
string(4) "1270"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1987"
["product_attr_nomenclature_c"]=>
string(73) "4fdc522c-8bac-11eb-bbd7-ac1f6bd30b31;2e1f4ef0-0730-11ed-bbdb-ac1f6bd30b31"
}
[13]=>
array(11) {
["price"]=>
string(10) "37 800 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка угловая 530 × 75 мм внутренняя с подсветкой"
["id"]=>
string(4) "1271"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1988"
["product_attr_nomenclature_c"]=>
string(73) "c8f0142c-073e-11ed-bbdb-ac1f6bd30b31;c8f0142b-073e-11ed-bbdb-ac1f6bd30b31"
}
[14]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка треугольная 195 × 195 × 195 мм с подсветкой"
["id"]=>
string(4) "1272"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1989"
["product_attr_nomenclature_c"]=>
string(73) "69175614-8bac-11eb-bbd7-ac1f6bd30b31;f592a78c-073e-11ed-bbdb-ac1f6bd30b31"
}
[15]=>
array(11) {
["price"]=>
string(10) "32 550 ₽"
["oldprice"]=>
NULL
["name"]=>
string(95) "Рамка угловая 530 × 75 × 75 мм внешняя с подсветкой"
["id"]=>
string(4) "1273"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1990"
["product_attr_nomenclature_c"]=>
string(73) "1201df45-073f-11ed-bbdb-ac1f6bd30b31;1201df44-073f-11ed-bbdb-ac1f6bd30b31"
}
[16]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(49) "Рамка щелевая с подсветкой"
["id"]=>
string(4) "1522"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3060"
["product_attr_nomenclature_c"]=>
string(0) ""
}
}
array(17) {
[0]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(45) "Рамка плоская 620 × 80 мм"
["id"]=>
string(4) "1259"
["sku"]=>
string(40) "Рамка плоская 620 × 80 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1976"
["product_attr_nomenclature_c"]=>
string(73) "d26cc4cb-5060-11eb-bbd5-ac1f6bd30b31;29e2bff3-c5a4-11ea-b5b3-001577db725f"
}
[1]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(55) "Рамка плоская 600 × 60 × 6 мм"
["id"]=>
string(4) "1260"
["sku"]=>
string(40) "Рамка плоская 600 × 60 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1977"
["product_attr_nomenclature_c"]=>
string(73) "3c3a706a-5063-11eb-bbd5-ac1f6bd30b31;96a46bfd-1221-11ec-bbd9-ac1f6bd30b31"
}
[2]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(52) "Рамка квадратная 230 × 230 мм"
["id"]=>
string(4) "1261"
["sku"]=>
string(31) "Рамка квадратная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1978"
["product_attr_nomenclature_c"]=>
string(73) "760734fa-50b2-11eb-bbd5-ac1f6bd30b31;5e7bb07a-250b-11ec-bbd9-ac1f6bd30b31"
}
[3]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(42) "Рамка круглая ø240 мм"
["id"]=>
string(4) "1262"
["sku"]=>
string(25) "Рамка круглая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1979"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e066-50b2-11eb-bbd5-ac1f6bd30b31;7285646f-250b-11ec-bbd9-ac1f6bd30b31"
}
[4]=>
array(11) {
["price"]=>
string(10) "27 116 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка угловая 530 × 75 мм внутренняя"
["id"]=>
string(4) "1263"
["sku"]=>
string(46) "Рамка угловая внутренняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1980"
["product_attr_nomenclature_c"]=>
string(73) "6b13f750-5061-11eb-bbd5-ac1f6bd30b31;21f5cc1e-c5a4-11ea-b5b3-001577db725f"
}
[5]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка треугольная 195 × 195 × 195 мм"
["id"]=>
string(4) "1264"
["sku"]=>
string(33) "Рамка треугольная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1981"
["product_attr_nomenclature_c"]=>
string(73) "99ff50f4-50b2-11eb-bbd5-ac1f6bd30b31;82469728-250b-11ec-bbd9-ac1f6bd30b31"
}
[6]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(71) "Рамка угловая 530 × 75 × 75 мм внешняя"
["id"]=>
string(4) "1265"
["sku"]=>
string(40) "Рамка угловая внешняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1982"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e060-50b2-11eb-bbd5-ac1f6bd30b31;c1190321-2c08-11ec-bbd9-ac1f6bd30b31"
}
[7]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(88) "Рамка для контроля герметичности трубопроводов"
["id"]=>
string(4) "1266"
["sku"]=>
string(43) "Рамка для контроля труб"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1983"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[8]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(25) "Рамка щелевая"
["id"]=>
string(4) "1521"
["sku"]=>
string(25) "Рамка щелевая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3059"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[9]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(69) "Рамка плоская 620 × 80 мм с подсветкой"
["id"]=>
string(4) "1267"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1984"
["product_attr_nomenclature_c"]=>
string(73) "0d20f504-8bac-11eb-bbd7-ac1f6bd30b31;f68dd034-0728-11ed-bbdb-ac1f6bd30b31"
}
[10]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(79) "Рамка плоская 600 × 60 × 6 мм с подсветкой"
["id"]=>
string(4) "1268"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1985"
["product_attr_nomenclature_c"]=>
string(73) "e07820f5-205d-11ec-bbd9-ac1f6bd30b31;dee0459d-072f-11ed-bbdb-ac1f6bd30b31"
}
[11]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(76) "Рамка квадратная 230 × 230 мм с подсветкой"
["id"]=>
string(4) "1269"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1986"
["product_attr_nomenclature_c"]=>
string(73) "37bf6cd7-8bac-11eb-bbd7-ac1f6bd30b31;0e911cac-0730-11ed-bbdb-ac1f6bd30b31"
}
[12]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка круглая ø240 мм с подсветкой"
["id"]=>
string(4) "1270"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1987"
["product_attr_nomenclature_c"]=>
string(73) "4fdc522c-8bac-11eb-bbd7-ac1f6bd30b31;2e1f4ef0-0730-11ed-bbdb-ac1f6bd30b31"
}
[13]=>
array(11) {
["price"]=>
string(10) "37 800 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка угловая 530 × 75 мм внутренняя с подсветкой"
["id"]=>
string(4) "1271"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1988"
["product_attr_nomenclature_c"]=>
string(73) "c8f0142c-073e-11ed-bbdb-ac1f6bd30b31;c8f0142b-073e-11ed-bbdb-ac1f6bd30b31"
}
[14]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка треугольная 195 × 195 × 195 мм с подсветкой"
["id"]=>
string(4) "1272"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1989"
["product_attr_nomenclature_c"]=>
string(73) "69175614-8bac-11eb-bbd7-ac1f6bd30b31;f592a78c-073e-11ed-bbdb-ac1f6bd30b31"
}
[15]=>
array(11) {
["price"]=>
string(10) "32 550 ₽"
["oldprice"]=>
NULL
["name"]=>
string(95) "Рамка угловая 530 × 75 × 75 мм внешняя с подсветкой"
["id"]=>
string(4) "1273"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1990"
["product_attr_nomenclature_c"]=>
string(73) "1201df45-073f-11ed-bbdb-ac1f6bd30b31;1201df44-073f-11ed-bbdb-ac1f6bd30b31"
}
[16]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(49) "Рамка щелевая с подсветкой"
["id"]=>
string(4) "1522"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3060"
["product_attr_nomenclature_c"]=>
string(0) ""
}
}
array(17) {
[0]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(45) "Рамка плоская 620 × 80 мм"
["id"]=>
string(4) "1259"
["sku"]=>
string(40) "Рамка плоская 620 × 80 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1976"
["product_attr_nomenclature_c"]=>
string(73) "d26cc4cb-5060-11eb-bbd5-ac1f6bd30b31;29e2bff3-c5a4-11ea-b5b3-001577db725f"
}
[1]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(55) "Рамка плоская 600 × 60 × 6 мм"
["id"]=>
string(4) "1260"
["sku"]=>
string(40) "Рамка плоская 600 × 60 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1977"
["product_attr_nomenclature_c"]=>
string(73) "3c3a706a-5063-11eb-bbd5-ac1f6bd30b31;96a46bfd-1221-11ec-bbd9-ac1f6bd30b31"
}
[2]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(52) "Рамка квадратная 230 × 230 мм"
["id"]=>
string(4) "1261"
["sku"]=>
string(31) "Рамка квадратная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1978"
["product_attr_nomenclature_c"]=>
string(73) "760734fa-50b2-11eb-bbd5-ac1f6bd30b31;5e7bb07a-250b-11ec-bbd9-ac1f6bd30b31"
}
[3]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(42) "Рамка круглая ø240 мм"
["id"]=>
string(4) "1262"
["sku"]=>
string(25) "Рамка круглая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1979"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e066-50b2-11eb-bbd5-ac1f6bd30b31;7285646f-250b-11ec-bbd9-ac1f6bd30b31"
}
[4]=>
array(11) {
["price"]=>
string(10) "27 116 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка угловая 530 × 75 мм внутренняя"
["id"]=>
string(4) "1263"
["sku"]=>
string(46) "Рамка угловая внутренняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1980"
["product_attr_nomenclature_c"]=>
string(73) "6b13f750-5061-11eb-bbd5-ac1f6bd30b31;21f5cc1e-c5a4-11ea-b5b3-001577db725f"
}
[5]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка треугольная 195 × 195 × 195 мм"
["id"]=>
string(4) "1264"
["sku"]=>
string(33) "Рамка треугольная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1981"
["product_attr_nomenclature_c"]=>
string(73) "99ff50f4-50b2-11eb-bbd5-ac1f6bd30b31;82469728-250b-11ec-bbd9-ac1f6bd30b31"
}
[6]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(71) "Рамка угловая 530 × 75 × 75 мм внешняя"
["id"]=>
string(4) "1265"
["sku"]=>
string(40) "Рамка угловая внешняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1982"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e060-50b2-11eb-bbd5-ac1f6bd30b31;c1190321-2c08-11ec-bbd9-ac1f6bd30b31"
}
[7]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(88) "Рамка для контроля герметичности трубопроводов"
["id"]=>
string(4) "1266"
["sku"]=>
string(43) "Рамка для контроля труб"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1983"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[8]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(25) "Рамка щелевая"
["id"]=>
string(4) "1521"
["sku"]=>
string(25) "Рамка щелевая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3059"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[9]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(69) "Рамка плоская 620 × 80 мм с подсветкой"
["id"]=>
string(4) "1267"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1984"
["product_attr_nomenclature_c"]=>
string(73) "0d20f504-8bac-11eb-bbd7-ac1f6bd30b31;f68dd034-0728-11ed-bbdb-ac1f6bd30b31"
}
[10]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(79) "Рамка плоская 600 × 60 × 6 мм с подсветкой"
["id"]=>
string(4) "1268"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1985"
["product_attr_nomenclature_c"]=>
string(73) "e07820f5-205d-11ec-bbd9-ac1f6bd30b31;dee0459d-072f-11ed-bbdb-ac1f6bd30b31"
}
[11]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(76) "Рамка квадратная 230 × 230 мм с подсветкой"
["id"]=>
string(4) "1269"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1986"
["product_attr_nomenclature_c"]=>
string(73) "37bf6cd7-8bac-11eb-bbd7-ac1f6bd30b31;0e911cac-0730-11ed-bbdb-ac1f6bd30b31"
}
[12]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка круглая ø240 мм с подсветкой"
["id"]=>
string(4) "1270"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1987"
["product_attr_nomenclature_c"]=>
string(73) "4fdc522c-8bac-11eb-bbd7-ac1f6bd30b31;2e1f4ef0-0730-11ed-bbdb-ac1f6bd30b31"
}
[13]=>
array(11) {
["price"]=>
string(10) "37 800 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка угловая 530 × 75 мм внутренняя с подсветкой"
["id"]=>
string(4) "1271"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1988"
["product_attr_nomenclature_c"]=>
string(73) "c8f0142c-073e-11ed-bbdb-ac1f6bd30b31;c8f0142b-073e-11ed-bbdb-ac1f6bd30b31"
}
[14]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка треугольная 195 × 195 × 195 мм с подсветкой"
["id"]=>
string(4) "1272"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1989"
["product_attr_nomenclature_c"]=>
string(73) "69175614-8bac-11eb-bbd7-ac1f6bd30b31;f592a78c-073e-11ed-bbdb-ac1f6bd30b31"
}
[15]=>
array(11) {
["price"]=>
string(10) "32 550 ₽"
["oldprice"]=>
NULL
["name"]=>
string(95) "Рамка угловая 530 × 75 × 75 мм внешняя с подсветкой"
["id"]=>
string(4) "1273"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1990"
["product_attr_nomenclature_c"]=>
string(73) "1201df45-073f-11ed-bbdb-ac1f6bd30b31;1201df44-073f-11ed-bbdb-ac1f6bd30b31"
}
[16]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(49) "Рамка щелевая с подсветкой"
["id"]=>
string(4) "1522"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3060"
["product_attr_nomenclature_c"]=>
string(0) ""
}
}
array(17) {
[0]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(45) "Рамка плоская 620 × 80 мм"
["id"]=>
string(4) "1259"
["sku"]=>
string(40) "Рамка плоская 620 × 80 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1976"
["product_attr_nomenclature_c"]=>
string(73) "d26cc4cb-5060-11eb-bbd5-ac1f6bd30b31;29e2bff3-c5a4-11ea-b5b3-001577db725f"
}
[1]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(55) "Рамка плоская 600 × 60 × 6 мм"
["id"]=>
string(4) "1260"
["sku"]=>
string(40) "Рамка плоская 600 × 60 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1977"
["product_attr_nomenclature_c"]=>
string(73) "3c3a706a-5063-11eb-bbd5-ac1f6bd30b31;96a46bfd-1221-11ec-bbd9-ac1f6bd30b31"
}
[2]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(52) "Рамка квадратная 230 × 230 мм"
["id"]=>
string(4) "1261"
["sku"]=>
string(31) "Рамка квадратная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1978"
["product_attr_nomenclature_c"]=>
string(73) "760734fa-50b2-11eb-bbd5-ac1f6bd30b31;5e7bb07a-250b-11ec-bbd9-ac1f6bd30b31"
}
[3]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(42) "Рамка круглая ø240 мм"
["id"]=>
string(4) "1262"
["sku"]=>
string(25) "Рамка круглая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1979"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e066-50b2-11eb-bbd5-ac1f6bd30b31;7285646f-250b-11ec-bbd9-ac1f6bd30b31"
}
[4]=>
array(11) {
["price"]=>
string(10) "27 116 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка угловая 530 × 75 мм внутренняя"
["id"]=>
string(4) "1263"
["sku"]=>
string(46) "Рамка угловая внутренняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1980"
["product_attr_nomenclature_c"]=>
string(73) "6b13f750-5061-11eb-bbd5-ac1f6bd30b31;21f5cc1e-c5a4-11ea-b5b3-001577db725f"
}
[5]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка треугольная 195 × 195 × 195 мм"
["id"]=>
string(4) "1264"
["sku"]=>
string(33) "Рамка треугольная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1981"
["product_attr_nomenclature_c"]=>
string(73) "99ff50f4-50b2-11eb-bbd5-ac1f6bd30b31;82469728-250b-11ec-bbd9-ac1f6bd30b31"
}
[6]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(71) "Рамка угловая 530 × 75 × 75 мм внешняя"
["id"]=>
string(4) "1265"
["sku"]=>
string(40) "Рамка угловая внешняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1982"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e060-50b2-11eb-bbd5-ac1f6bd30b31;c1190321-2c08-11ec-bbd9-ac1f6bd30b31"
}
[7]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(88) "Рамка для контроля герметичности трубопроводов"
["id"]=>
string(4) "1266"
["sku"]=>
string(43) "Рамка для контроля труб"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1983"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[8]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(25) "Рамка щелевая"
["id"]=>
string(4) "1521"
["sku"]=>
string(25) "Рамка щелевая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3059"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[9]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(69) "Рамка плоская 620 × 80 мм с подсветкой"
["id"]=>
string(4) "1267"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1984"
["product_attr_nomenclature_c"]=>
string(73) "0d20f504-8bac-11eb-bbd7-ac1f6bd30b31;f68dd034-0728-11ed-bbdb-ac1f6bd30b31"
}
[10]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(79) "Рамка плоская 600 × 60 × 6 мм с подсветкой"
["id"]=>
string(4) "1268"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1985"
["product_attr_nomenclature_c"]=>
string(73) "e07820f5-205d-11ec-bbd9-ac1f6bd30b31;dee0459d-072f-11ed-bbdb-ac1f6bd30b31"
}
[11]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(76) "Рамка квадратная 230 × 230 мм с подсветкой"
["id"]=>
string(4) "1269"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1986"
["product_attr_nomenclature_c"]=>
string(73) "37bf6cd7-8bac-11eb-bbd7-ac1f6bd30b31;0e911cac-0730-11ed-bbdb-ac1f6bd30b31"
}
[12]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка круглая ø240 мм с подсветкой"
["id"]=>
string(4) "1270"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1987"
["product_attr_nomenclature_c"]=>
string(73) "4fdc522c-8bac-11eb-bbd7-ac1f6bd30b31;2e1f4ef0-0730-11ed-bbdb-ac1f6bd30b31"
}
[13]=>
array(11) {
["price"]=>
string(10) "37 800 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка угловая 530 × 75 мм внутренняя с подсветкой"
["id"]=>
string(4) "1271"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1988"
["product_attr_nomenclature_c"]=>
string(73) "c8f0142c-073e-11ed-bbdb-ac1f6bd30b31;c8f0142b-073e-11ed-bbdb-ac1f6bd30b31"
}
[14]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка треугольная 195 × 195 × 195 мм с подсветкой"
["id"]=>
string(4) "1272"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1989"
["product_attr_nomenclature_c"]=>
string(73) "69175614-8bac-11eb-bbd7-ac1f6bd30b31;f592a78c-073e-11ed-bbdb-ac1f6bd30b31"
}
[15]=>
array(11) {
["price"]=>
string(10) "32 550 ₽"
["oldprice"]=>
NULL
["name"]=>
string(95) "Рамка угловая 530 × 75 × 75 мм внешняя с подсветкой"
["id"]=>
string(4) "1273"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1990"
["product_attr_nomenclature_c"]=>
string(73) "1201df45-073f-11ed-bbdb-ac1f6bd30b31;1201df44-073f-11ed-bbdb-ac1f6bd30b31"
}
[16]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(49) "Рамка щелевая с подсветкой"
["id"]=>
string(4) "1522"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3060"
["product_attr_nomenclature_c"]=>
string(0) ""
}
}
array(17) {
[0]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(45) "Рамка плоская 620 × 80 мм"
["id"]=>
string(4) "1259"
["sku"]=>
string(40) "Рамка плоская 620 × 80 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1976"
["product_attr_nomenclature_c"]=>
string(73) "d26cc4cb-5060-11eb-bbd5-ac1f6bd30b31;29e2bff3-c5a4-11ea-b5b3-001577db725f"
}
[1]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(55) "Рамка плоская 600 × 60 × 6 мм"
["id"]=>
string(4) "1260"
["sku"]=>
string(40) "Рамка плоская 600 × 60 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1977"
["product_attr_nomenclature_c"]=>
string(73) "3c3a706a-5063-11eb-bbd5-ac1f6bd30b31;96a46bfd-1221-11ec-bbd9-ac1f6bd30b31"
}
[2]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(52) "Рамка квадратная 230 × 230 мм"
["id"]=>
string(4) "1261"
["sku"]=>
string(31) "Рамка квадратная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1978"
["product_attr_nomenclature_c"]=>
string(73) "760734fa-50b2-11eb-bbd5-ac1f6bd30b31;5e7bb07a-250b-11ec-bbd9-ac1f6bd30b31"
}
[3]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(42) "Рамка круглая ø240 мм"
["id"]=>
string(4) "1262"
["sku"]=>
string(25) "Рамка круглая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1979"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e066-50b2-11eb-bbd5-ac1f6bd30b31;7285646f-250b-11ec-bbd9-ac1f6bd30b31"
}
[4]=>
array(11) {
["price"]=>
string(10) "27 116 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка угловая 530 × 75 мм внутренняя"
["id"]=>
string(4) "1263"
["sku"]=>
string(46) "Рамка угловая внутренняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1980"
["product_attr_nomenclature_c"]=>
string(73) "6b13f750-5061-11eb-bbd5-ac1f6bd30b31;21f5cc1e-c5a4-11ea-b5b3-001577db725f"
}
[5]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка треугольная 195 × 195 × 195 мм"
["id"]=>
string(4) "1264"
["sku"]=>
string(33) "Рамка треугольная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1981"
["product_attr_nomenclature_c"]=>
string(73) "99ff50f4-50b2-11eb-bbd5-ac1f6bd30b31;82469728-250b-11ec-bbd9-ac1f6bd30b31"
}
[6]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(71) "Рамка угловая 530 × 75 × 75 мм внешняя"
["id"]=>
string(4) "1265"
["sku"]=>
string(40) "Рамка угловая внешняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1982"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e060-50b2-11eb-bbd5-ac1f6bd30b31;c1190321-2c08-11ec-bbd9-ac1f6bd30b31"
}
[7]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(88) "Рамка для контроля герметичности трубопроводов"
["id"]=>
string(4) "1266"
["sku"]=>
string(43) "Рамка для контроля труб"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1983"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[8]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(25) "Рамка щелевая"
["id"]=>
string(4) "1521"
["sku"]=>
string(25) "Рамка щелевая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3059"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[9]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(69) "Рамка плоская 620 × 80 мм с подсветкой"
["id"]=>
string(4) "1267"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1984"
["product_attr_nomenclature_c"]=>
string(73) "0d20f504-8bac-11eb-bbd7-ac1f6bd30b31;f68dd034-0728-11ed-bbdb-ac1f6bd30b31"
}
[10]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(79) "Рамка плоская 600 × 60 × 6 мм с подсветкой"
["id"]=>
string(4) "1268"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1985"
["product_attr_nomenclature_c"]=>
string(73) "e07820f5-205d-11ec-bbd9-ac1f6bd30b31;dee0459d-072f-11ed-bbdb-ac1f6bd30b31"
}
[11]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(76) "Рамка квадратная 230 × 230 мм с подсветкой"
["id"]=>
string(4) "1269"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1986"
["product_attr_nomenclature_c"]=>
string(73) "37bf6cd7-8bac-11eb-bbd7-ac1f6bd30b31;0e911cac-0730-11ed-bbdb-ac1f6bd30b31"
}
[12]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка круглая ø240 мм с подсветкой"
["id"]=>
string(4) "1270"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1987"
["product_attr_nomenclature_c"]=>
string(73) "4fdc522c-8bac-11eb-bbd7-ac1f6bd30b31;2e1f4ef0-0730-11ed-bbdb-ac1f6bd30b31"
}
[13]=>
array(11) {
["price"]=>
string(10) "37 800 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка угловая 530 × 75 мм внутренняя с подсветкой"
["id"]=>
string(4) "1271"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1988"
["product_attr_nomenclature_c"]=>
string(73) "c8f0142c-073e-11ed-bbdb-ac1f6bd30b31;c8f0142b-073e-11ed-bbdb-ac1f6bd30b31"
}
[14]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка треугольная 195 × 195 × 195 мм с подсветкой"
["id"]=>
string(4) "1272"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1989"
["product_attr_nomenclature_c"]=>
string(73) "69175614-8bac-11eb-bbd7-ac1f6bd30b31;f592a78c-073e-11ed-bbdb-ac1f6bd30b31"
}
[15]=>
array(11) {
["price"]=>
string(10) "32 550 ₽"
["oldprice"]=>
NULL
["name"]=>
string(95) "Рамка угловая 530 × 75 × 75 мм внешняя с подсветкой"
["id"]=>
string(4) "1273"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1990"
["product_attr_nomenclature_c"]=>
string(73) "1201df45-073f-11ed-bbdb-ac1f6bd30b31;1201df44-073f-11ed-bbdb-ac1f6bd30b31"
}
[16]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(49) "Рамка щелевая с подсветкой"
["id"]=>
string(4) "1522"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3060"
["product_attr_nomenclature_c"]=>
string(0) ""
}
}
array(17) {
[0]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(45) "Рамка плоская 620 × 80 мм"
["id"]=>
string(4) "1259"
["sku"]=>
string(40) "Рамка плоская 620 × 80 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1976"
["product_attr_nomenclature_c"]=>
string(73) "d26cc4cb-5060-11eb-bbd5-ac1f6bd30b31;29e2bff3-c5a4-11ea-b5b3-001577db725f"
}
[1]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(55) "Рамка плоская 600 × 60 × 6 мм"
["id"]=>
string(4) "1260"
["sku"]=>
string(40) "Рамка плоская 600 × 60 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1977"
["product_attr_nomenclature_c"]=>
string(73) "3c3a706a-5063-11eb-bbd5-ac1f6bd30b31;96a46bfd-1221-11ec-bbd9-ac1f6bd30b31"
}
[2]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(52) "Рамка квадратная 230 × 230 мм"
["id"]=>
string(4) "1261"
["sku"]=>
string(31) "Рамка квадратная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1978"
["product_attr_nomenclature_c"]=>
string(73) "760734fa-50b2-11eb-bbd5-ac1f6bd30b31;5e7bb07a-250b-11ec-bbd9-ac1f6bd30b31"
}
[3]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(42) "Рамка круглая ø240 мм"
["id"]=>
string(4) "1262"
["sku"]=>
string(25) "Рамка круглая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1979"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e066-50b2-11eb-bbd5-ac1f6bd30b31;7285646f-250b-11ec-bbd9-ac1f6bd30b31"
}
[4]=>
array(11) {
["price"]=>
string(10) "27 116 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка угловая 530 × 75 мм внутренняя"
["id"]=>
string(4) "1263"
["sku"]=>
string(46) "Рамка угловая внутренняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1980"
["product_attr_nomenclature_c"]=>
string(73) "6b13f750-5061-11eb-bbd5-ac1f6bd30b31;21f5cc1e-c5a4-11ea-b5b3-001577db725f"
}
[5]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка треугольная 195 × 195 × 195 мм"
["id"]=>
string(4) "1264"
["sku"]=>
string(33) "Рамка треугольная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1981"
["product_attr_nomenclature_c"]=>
string(73) "99ff50f4-50b2-11eb-bbd5-ac1f6bd30b31;82469728-250b-11ec-bbd9-ac1f6bd30b31"
}
[6]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(71) "Рамка угловая 530 × 75 × 75 мм внешняя"
["id"]=>
string(4) "1265"
["sku"]=>
string(40) "Рамка угловая внешняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1982"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e060-50b2-11eb-bbd5-ac1f6bd30b31;c1190321-2c08-11ec-bbd9-ac1f6bd30b31"
}
[7]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(88) "Рамка для контроля герметичности трубопроводов"
["id"]=>
string(4) "1266"
["sku"]=>
string(43) "Рамка для контроля труб"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1983"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[8]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(25) "Рамка щелевая"
["id"]=>
string(4) "1521"
["sku"]=>
string(25) "Рамка щелевая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3059"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[9]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(69) "Рамка плоская 620 × 80 мм с подсветкой"
["id"]=>
string(4) "1267"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1984"
["product_attr_nomenclature_c"]=>
string(73) "0d20f504-8bac-11eb-bbd7-ac1f6bd30b31;f68dd034-0728-11ed-bbdb-ac1f6bd30b31"
}
[10]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(79) "Рамка плоская 600 × 60 × 6 мм с подсветкой"
["id"]=>
string(4) "1268"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1985"
["product_attr_nomenclature_c"]=>
string(73) "e07820f5-205d-11ec-bbd9-ac1f6bd30b31;dee0459d-072f-11ed-bbdb-ac1f6bd30b31"
}
[11]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(76) "Рамка квадратная 230 × 230 мм с подсветкой"
["id"]=>
string(4) "1269"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1986"
["product_attr_nomenclature_c"]=>
string(73) "37bf6cd7-8bac-11eb-bbd7-ac1f6bd30b31;0e911cac-0730-11ed-bbdb-ac1f6bd30b31"
}
[12]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка круглая ø240 мм с подсветкой"
["id"]=>
string(4) "1270"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1987"
["product_attr_nomenclature_c"]=>
string(73) "4fdc522c-8bac-11eb-bbd7-ac1f6bd30b31;2e1f4ef0-0730-11ed-bbdb-ac1f6bd30b31"
}
[13]=>
array(11) {
["price"]=>
string(10) "37 800 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка угловая 530 × 75 мм внутренняя с подсветкой"
["id"]=>
string(4) "1271"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1988"
["product_attr_nomenclature_c"]=>
string(73) "c8f0142c-073e-11ed-bbdb-ac1f6bd30b31;c8f0142b-073e-11ed-bbdb-ac1f6bd30b31"
}
[14]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка треугольная 195 × 195 × 195 мм с подсветкой"
["id"]=>
string(4) "1272"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1989"
["product_attr_nomenclature_c"]=>
string(73) "69175614-8bac-11eb-bbd7-ac1f6bd30b31;f592a78c-073e-11ed-bbdb-ac1f6bd30b31"
}
[15]=>
array(11) {
["price"]=>
string(10) "32 550 ₽"
["oldprice"]=>
NULL
["name"]=>
string(95) "Рамка угловая 530 × 75 × 75 мм внешняя с подсветкой"
["id"]=>
string(4) "1273"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1990"
["product_attr_nomenclature_c"]=>
string(73) "1201df45-073f-11ed-bbdb-ac1f6bd30b31;1201df44-073f-11ed-bbdb-ac1f6bd30b31"
}
[16]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(49) "Рамка щелевая с подсветкой"
["id"]=>
string(4) "1522"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3060"
["product_attr_nomenclature_c"]=>
string(0) ""
}
}
array(17) {
[0]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(45) "Рамка плоская 620 × 80 мм"
["id"]=>
string(4) "1259"
["sku"]=>
string(40) "Рамка плоская 620 × 80 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1976"
["product_attr_nomenclature_c"]=>
string(73) "d26cc4cb-5060-11eb-bbd5-ac1f6bd30b31;29e2bff3-c5a4-11ea-b5b3-001577db725f"
}
[1]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(55) "Рамка плоская 600 × 60 × 6 мм"
["id"]=>
string(4) "1260"
["sku"]=>
string(40) "Рамка плоская 600 × 60 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1977"
["product_attr_nomenclature_c"]=>
string(73) "3c3a706a-5063-11eb-bbd5-ac1f6bd30b31;96a46bfd-1221-11ec-bbd9-ac1f6bd30b31"
}
[2]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(52) "Рамка квадратная 230 × 230 мм"
["id"]=>
string(4) "1261"
["sku"]=>
string(31) "Рамка квадратная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1978"
["product_attr_nomenclature_c"]=>
string(73) "760734fa-50b2-11eb-bbd5-ac1f6bd30b31;5e7bb07a-250b-11ec-bbd9-ac1f6bd30b31"
}
[3]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(42) "Рамка круглая ø240 мм"
["id"]=>
string(4) "1262"
["sku"]=>
string(25) "Рамка круглая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1979"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e066-50b2-11eb-bbd5-ac1f6bd30b31;7285646f-250b-11ec-bbd9-ac1f6bd30b31"
}
[4]=>
array(11) {
["price"]=>
string(10) "27 116 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка угловая 530 × 75 мм внутренняя"
["id"]=>
string(4) "1263"
["sku"]=>
string(46) "Рамка угловая внутренняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1980"
["product_attr_nomenclature_c"]=>
string(73) "6b13f750-5061-11eb-bbd5-ac1f6bd30b31;21f5cc1e-c5a4-11ea-b5b3-001577db725f"
}
[5]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка треугольная 195 × 195 × 195 мм"
["id"]=>
string(4) "1264"
["sku"]=>
string(33) "Рамка треугольная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1981"
["product_attr_nomenclature_c"]=>
string(73) "99ff50f4-50b2-11eb-bbd5-ac1f6bd30b31;82469728-250b-11ec-bbd9-ac1f6bd30b31"
}
[6]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(71) "Рамка угловая 530 × 75 × 75 мм внешняя"
["id"]=>
string(4) "1265"
["sku"]=>
string(40) "Рамка угловая внешняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1982"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e060-50b2-11eb-bbd5-ac1f6bd30b31;c1190321-2c08-11ec-bbd9-ac1f6bd30b31"
}
[7]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(88) "Рамка для контроля герметичности трубопроводов"
["id"]=>
string(4) "1266"
["sku"]=>
string(43) "Рамка для контроля труб"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1983"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[8]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(25) "Рамка щелевая"
["id"]=>
string(4) "1521"
["sku"]=>
string(25) "Рамка щелевая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3059"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[9]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(69) "Рамка плоская 620 × 80 мм с подсветкой"
["id"]=>
string(4) "1267"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1984"
["product_attr_nomenclature_c"]=>
string(73) "0d20f504-8bac-11eb-bbd7-ac1f6bd30b31;f68dd034-0728-11ed-bbdb-ac1f6bd30b31"
}
[10]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(79) "Рамка плоская 600 × 60 × 6 мм с подсветкой"
["id"]=>
string(4) "1268"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1985"
["product_attr_nomenclature_c"]=>
string(73) "e07820f5-205d-11ec-bbd9-ac1f6bd30b31;dee0459d-072f-11ed-bbdb-ac1f6bd30b31"
}
[11]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(76) "Рамка квадратная 230 × 230 мм с подсветкой"
["id"]=>
string(4) "1269"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1986"
["product_attr_nomenclature_c"]=>
string(73) "37bf6cd7-8bac-11eb-bbd7-ac1f6bd30b31;0e911cac-0730-11ed-bbdb-ac1f6bd30b31"
}
[12]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка круглая ø240 мм с подсветкой"
["id"]=>
string(4) "1270"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1987"
["product_attr_nomenclature_c"]=>
string(73) "4fdc522c-8bac-11eb-bbd7-ac1f6bd30b31;2e1f4ef0-0730-11ed-bbdb-ac1f6bd30b31"
}
[13]=>
array(11) {
["price"]=>
string(10) "37 800 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка угловая 530 × 75 мм внутренняя с подсветкой"
["id"]=>
string(4) "1271"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1988"
["product_attr_nomenclature_c"]=>
string(73) "c8f0142c-073e-11ed-bbdb-ac1f6bd30b31;c8f0142b-073e-11ed-bbdb-ac1f6bd30b31"
}
[14]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка треугольная 195 × 195 × 195 мм с подсветкой"
["id"]=>
string(4) "1272"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1989"
["product_attr_nomenclature_c"]=>
string(73) "69175614-8bac-11eb-bbd7-ac1f6bd30b31;f592a78c-073e-11ed-bbdb-ac1f6bd30b31"
}
[15]=>
array(11) {
["price"]=>
string(10) "32 550 ₽"
["oldprice"]=>
NULL
["name"]=>
string(95) "Рамка угловая 530 × 75 × 75 мм внешняя с подсветкой"
["id"]=>
string(4) "1273"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1990"
["product_attr_nomenclature_c"]=>
string(73) "1201df45-073f-11ed-bbdb-ac1f6bd30b31;1201df44-073f-11ed-bbdb-ac1f6bd30b31"
}
[16]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(49) "Рамка щелевая с подсветкой"
["id"]=>
string(4) "1522"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3060"
["product_attr_nomenclature_c"]=>
string(0) ""
}
}
array(17) {
[0]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(45) "Рамка плоская 620 × 80 мм"
["id"]=>
string(4) "1259"
["sku"]=>
string(40) "Рамка плоская 620 × 80 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1976"
["product_attr_nomenclature_c"]=>
string(73) "d26cc4cb-5060-11eb-bbd5-ac1f6bd30b31;29e2bff3-c5a4-11ea-b5b3-001577db725f"
}
[1]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(55) "Рамка плоская 600 × 60 × 6 мм"
["id"]=>
string(4) "1260"
["sku"]=>
string(40) "Рамка плоская 600 × 60 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1977"
["product_attr_nomenclature_c"]=>
string(73) "3c3a706a-5063-11eb-bbd5-ac1f6bd30b31;96a46bfd-1221-11ec-bbd9-ac1f6bd30b31"
}
[2]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(52) "Рамка квадратная 230 × 230 мм"
["id"]=>
string(4) "1261"
["sku"]=>
string(31) "Рамка квадратная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1978"
["product_attr_nomenclature_c"]=>
string(73) "760734fa-50b2-11eb-bbd5-ac1f6bd30b31;5e7bb07a-250b-11ec-bbd9-ac1f6bd30b31"
}
[3]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(42) "Рамка круглая ø240 мм"
["id"]=>
string(4) "1262"
["sku"]=>
string(25) "Рамка круглая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1979"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e066-50b2-11eb-bbd5-ac1f6bd30b31;7285646f-250b-11ec-bbd9-ac1f6bd30b31"
}
[4]=>
array(11) {
["price"]=>
string(10) "27 116 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка угловая 530 × 75 мм внутренняя"
["id"]=>
string(4) "1263"
["sku"]=>
string(46) "Рамка угловая внутренняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1980"
["product_attr_nomenclature_c"]=>
string(73) "6b13f750-5061-11eb-bbd5-ac1f6bd30b31;21f5cc1e-c5a4-11ea-b5b3-001577db725f"
}
[5]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка треугольная 195 × 195 × 195 мм"
["id"]=>
string(4) "1264"
["sku"]=>
string(33) "Рамка треугольная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1981"
["product_attr_nomenclature_c"]=>
string(73) "99ff50f4-50b2-11eb-bbd5-ac1f6bd30b31;82469728-250b-11ec-bbd9-ac1f6bd30b31"
}
[6]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(71) "Рамка угловая 530 × 75 × 75 мм внешняя"
["id"]=>
string(4) "1265"
["sku"]=>
string(40) "Рамка угловая внешняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1982"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e060-50b2-11eb-bbd5-ac1f6bd30b31;c1190321-2c08-11ec-bbd9-ac1f6bd30b31"
}
[7]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(88) "Рамка для контроля герметичности трубопроводов"
["id"]=>
string(4) "1266"
["sku"]=>
string(43) "Рамка для контроля труб"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1983"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[8]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(25) "Рамка щелевая"
["id"]=>
string(4) "1521"
["sku"]=>
string(25) "Рамка щелевая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3059"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[9]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(69) "Рамка плоская 620 × 80 мм с подсветкой"
["id"]=>
string(4) "1267"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1984"
["product_attr_nomenclature_c"]=>
string(73) "0d20f504-8bac-11eb-bbd7-ac1f6bd30b31;f68dd034-0728-11ed-bbdb-ac1f6bd30b31"
}
[10]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(79) "Рамка плоская 600 × 60 × 6 мм с подсветкой"
["id"]=>
string(4) "1268"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1985"
["product_attr_nomenclature_c"]=>
string(73) "e07820f5-205d-11ec-bbd9-ac1f6bd30b31;dee0459d-072f-11ed-bbdb-ac1f6bd30b31"
}
[11]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(76) "Рамка квадратная 230 × 230 мм с подсветкой"
["id"]=>
string(4) "1269"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1986"
["product_attr_nomenclature_c"]=>
string(73) "37bf6cd7-8bac-11eb-bbd7-ac1f6bd30b31;0e911cac-0730-11ed-bbdb-ac1f6bd30b31"
}
[12]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка круглая ø240 мм с подсветкой"
["id"]=>
string(4) "1270"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1987"
["product_attr_nomenclature_c"]=>
string(73) "4fdc522c-8bac-11eb-bbd7-ac1f6bd30b31;2e1f4ef0-0730-11ed-bbdb-ac1f6bd30b31"
}
[13]=>
array(11) {
["price"]=>
string(10) "37 800 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка угловая 530 × 75 мм внутренняя с подсветкой"
["id"]=>
string(4) "1271"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1988"
["product_attr_nomenclature_c"]=>
string(73) "c8f0142c-073e-11ed-bbdb-ac1f6bd30b31;c8f0142b-073e-11ed-bbdb-ac1f6bd30b31"
}
[14]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка треугольная 195 × 195 × 195 мм с подсветкой"
["id"]=>
string(4) "1272"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1989"
["product_attr_nomenclature_c"]=>
string(73) "69175614-8bac-11eb-bbd7-ac1f6bd30b31;f592a78c-073e-11ed-bbdb-ac1f6bd30b31"
}
[15]=>
array(11) {
["price"]=>
string(10) "32 550 ₽"
["oldprice"]=>
NULL
["name"]=>
string(95) "Рамка угловая 530 × 75 × 75 мм внешняя с подсветкой"
["id"]=>
string(4) "1273"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1990"
["product_attr_nomenclature_c"]=>
string(73) "1201df45-073f-11ed-bbdb-ac1f6bd30b31;1201df44-073f-11ed-bbdb-ac1f6bd30b31"
}
[16]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(49) "Рамка щелевая с подсветкой"
["id"]=>
string(4) "1522"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3060"
["product_attr_nomenclature_c"]=>
string(0) ""
}
}
array(17) {
[0]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(45) "Рамка плоская 620 × 80 мм"
["id"]=>
string(4) "1259"
["sku"]=>
string(40) "Рамка плоская 620 × 80 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1976"
["product_attr_nomenclature_c"]=>
string(73) "d26cc4cb-5060-11eb-bbd5-ac1f6bd30b31;29e2bff3-c5a4-11ea-b5b3-001577db725f"
}
[1]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(55) "Рамка плоская 600 × 60 × 6 мм"
["id"]=>
string(4) "1260"
["sku"]=>
string(40) "Рамка плоская 600 × 60 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1977"
["product_attr_nomenclature_c"]=>
string(73) "3c3a706a-5063-11eb-bbd5-ac1f6bd30b31;96a46bfd-1221-11ec-bbd9-ac1f6bd30b31"
}
[2]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(52) "Рамка квадратная 230 × 230 мм"
["id"]=>
string(4) "1261"
["sku"]=>
string(31) "Рамка квадратная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1978"
["product_attr_nomenclature_c"]=>
string(73) "760734fa-50b2-11eb-bbd5-ac1f6bd30b31;5e7bb07a-250b-11ec-bbd9-ac1f6bd30b31"
}
[3]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(42) "Рамка круглая ø240 мм"
["id"]=>
string(4) "1262"
["sku"]=>
string(25) "Рамка круглая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1979"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e066-50b2-11eb-bbd5-ac1f6bd30b31;7285646f-250b-11ec-bbd9-ac1f6bd30b31"
}
[4]=>
array(11) {
["price"]=>
string(10) "27 116 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка угловая 530 × 75 мм внутренняя"
["id"]=>
string(4) "1263"
["sku"]=>
string(46) "Рамка угловая внутренняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1980"
["product_attr_nomenclature_c"]=>
string(73) "6b13f750-5061-11eb-bbd5-ac1f6bd30b31;21f5cc1e-c5a4-11ea-b5b3-001577db725f"
}
[5]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка треугольная 195 × 195 × 195 мм"
["id"]=>
string(4) "1264"
["sku"]=>
string(33) "Рамка треугольная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1981"
["product_attr_nomenclature_c"]=>
string(73) "99ff50f4-50b2-11eb-bbd5-ac1f6bd30b31;82469728-250b-11ec-bbd9-ac1f6bd30b31"
}
[6]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(71) "Рамка угловая 530 × 75 × 75 мм внешняя"
["id"]=>
string(4) "1265"
["sku"]=>
string(40) "Рамка угловая внешняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1982"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e060-50b2-11eb-bbd5-ac1f6bd30b31;c1190321-2c08-11ec-bbd9-ac1f6bd30b31"
}
[7]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(88) "Рамка для контроля герметичности трубопроводов"
["id"]=>
string(4) "1266"
["sku"]=>
string(43) "Рамка для контроля труб"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1983"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[8]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(25) "Рамка щелевая"
["id"]=>
string(4) "1521"
["sku"]=>
string(25) "Рамка щелевая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3059"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[9]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(69) "Рамка плоская 620 × 80 мм с подсветкой"
["id"]=>
string(4) "1267"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1984"
["product_attr_nomenclature_c"]=>
string(73) "0d20f504-8bac-11eb-bbd7-ac1f6bd30b31;f68dd034-0728-11ed-bbdb-ac1f6bd30b31"
}
[10]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(79) "Рамка плоская 600 × 60 × 6 мм с подсветкой"
["id"]=>
string(4) "1268"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1985"
["product_attr_nomenclature_c"]=>
string(73) "e07820f5-205d-11ec-bbd9-ac1f6bd30b31;dee0459d-072f-11ed-bbdb-ac1f6bd30b31"
}
[11]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(76) "Рамка квадратная 230 × 230 мм с подсветкой"
["id"]=>
string(4) "1269"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1986"
["product_attr_nomenclature_c"]=>
string(73) "37bf6cd7-8bac-11eb-bbd7-ac1f6bd30b31;0e911cac-0730-11ed-bbdb-ac1f6bd30b31"
}
[12]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка круглая ø240 мм с подсветкой"
["id"]=>
string(4) "1270"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1987"
["product_attr_nomenclature_c"]=>
string(73) "4fdc522c-8bac-11eb-bbd7-ac1f6bd30b31;2e1f4ef0-0730-11ed-bbdb-ac1f6bd30b31"
}
[13]=>
array(11) {
["price"]=>
string(10) "37 800 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка угловая 530 × 75 мм внутренняя с подсветкой"
["id"]=>
string(4) "1271"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1988"
["product_attr_nomenclature_c"]=>
string(73) "c8f0142c-073e-11ed-bbdb-ac1f6bd30b31;c8f0142b-073e-11ed-bbdb-ac1f6bd30b31"
}
[14]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка треугольная 195 × 195 × 195 мм с подсветкой"
["id"]=>
string(4) "1272"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1989"
["product_attr_nomenclature_c"]=>
string(73) "69175614-8bac-11eb-bbd7-ac1f6bd30b31;f592a78c-073e-11ed-bbdb-ac1f6bd30b31"
}
[15]=>
array(11) {
["price"]=>
string(10) "32 550 ₽"
["oldprice"]=>
NULL
["name"]=>
string(95) "Рамка угловая 530 × 75 × 75 мм внешняя с подсветкой"
["id"]=>
string(4) "1273"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1990"
["product_attr_nomenclature_c"]=>
string(73) "1201df45-073f-11ed-bbdb-ac1f6bd30b31;1201df44-073f-11ed-bbdb-ac1f6bd30b31"
}
[16]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(49) "Рамка щелевая с подсветкой"
["id"]=>
string(4) "1522"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3060"
["product_attr_nomenclature_c"]=>
string(0) ""
}
}
array(17) {
[0]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(45) "Рамка плоская 620 × 80 мм"
["id"]=>
string(4) "1259"
["sku"]=>
string(40) "Рамка плоская 620 × 80 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1976"
["product_attr_nomenclature_c"]=>
string(73) "d26cc4cb-5060-11eb-bbd5-ac1f6bd30b31;29e2bff3-c5a4-11ea-b5b3-001577db725f"
}
[1]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(55) "Рамка плоская 600 × 60 × 6 мм"
["id"]=>
string(4) "1260"
["sku"]=>
string(40) "Рамка плоская 600 × 60 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1977"
["product_attr_nomenclature_c"]=>
string(73) "3c3a706a-5063-11eb-bbd5-ac1f6bd30b31;96a46bfd-1221-11ec-bbd9-ac1f6bd30b31"
}
[2]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(52) "Рамка квадратная 230 × 230 мм"
["id"]=>
string(4) "1261"
["sku"]=>
string(31) "Рамка квадратная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1978"
["product_attr_nomenclature_c"]=>
string(73) "760734fa-50b2-11eb-bbd5-ac1f6bd30b31;5e7bb07a-250b-11ec-bbd9-ac1f6bd30b31"
}
[3]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(42) "Рамка круглая ø240 мм"
["id"]=>
string(4) "1262"
["sku"]=>
string(25) "Рамка круглая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1979"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e066-50b2-11eb-bbd5-ac1f6bd30b31;7285646f-250b-11ec-bbd9-ac1f6bd30b31"
}
[4]=>
array(11) {
["price"]=>
string(10) "27 116 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка угловая 530 × 75 мм внутренняя"
["id"]=>
string(4) "1263"
["sku"]=>
string(46) "Рамка угловая внутренняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1980"
["product_attr_nomenclature_c"]=>
string(73) "6b13f750-5061-11eb-bbd5-ac1f6bd30b31;21f5cc1e-c5a4-11ea-b5b3-001577db725f"
}
[5]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка треугольная 195 × 195 × 195 мм"
["id"]=>
string(4) "1264"
["sku"]=>
string(33) "Рамка треугольная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1981"
["product_attr_nomenclature_c"]=>
string(73) "99ff50f4-50b2-11eb-bbd5-ac1f6bd30b31;82469728-250b-11ec-bbd9-ac1f6bd30b31"
}
[6]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(71) "Рамка угловая 530 × 75 × 75 мм внешняя"
["id"]=>
string(4) "1265"
["sku"]=>
string(40) "Рамка угловая внешняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1982"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e060-50b2-11eb-bbd5-ac1f6bd30b31;c1190321-2c08-11ec-bbd9-ac1f6bd30b31"
}
[7]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(88) "Рамка для контроля герметичности трубопроводов"
["id"]=>
string(4) "1266"
["sku"]=>
string(43) "Рамка для контроля труб"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1983"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[8]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(25) "Рамка щелевая"
["id"]=>
string(4) "1521"
["sku"]=>
string(25) "Рамка щелевая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3059"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[9]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(69) "Рамка плоская 620 × 80 мм с подсветкой"
["id"]=>
string(4) "1267"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1984"
["product_attr_nomenclature_c"]=>
string(73) "0d20f504-8bac-11eb-bbd7-ac1f6bd30b31;f68dd034-0728-11ed-bbdb-ac1f6bd30b31"
}
[10]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(79) "Рамка плоская 600 × 60 × 6 мм с подсветкой"
["id"]=>
string(4) "1268"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1985"
["product_attr_nomenclature_c"]=>
string(73) "e07820f5-205d-11ec-bbd9-ac1f6bd30b31;dee0459d-072f-11ed-bbdb-ac1f6bd30b31"
}
[11]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(76) "Рамка квадратная 230 × 230 мм с подсветкой"
["id"]=>
string(4) "1269"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1986"
["product_attr_nomenclature_c"]=>
string(73) "37bf6cd7-8bac-11eb-bbd7-ac1f6bd30b31;0e911cac-0730-11ed-bbdb-ac1f6bd30b31"
}
[12]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка круглая ø240 мм с подсветкой"
["id"]=>
string(4) "1270"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1987"
["product_attr_nomenclature_c"]=>
string(73) "4fdc522c-8bac-11eb-bbd7-ac1f6bd30b31;2e1f4ef0-0730-11ed-bbdb-ac1f6bd30b31"
}
[13]=>
array(11) {
["price"]=>
string(10) "37 800 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка угловая 530 × 75 мм внутренняя с подсветкой"
["id"]=>
string(4) "1271"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1988"
["product_attr_nomenclature_c"]=>
string(73) "c8f0142c-073e-11ed-bbdb-ac1f6bd30b31;c8f0142b-073e-11ed-bbdb-ac1f6bd30b31"
}
[14]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка треугольная 195 × 195 × 195 мм с подсветкой"
["id"]=>
string(4) "1272"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1989"
["product_attr_nomenclature_c"]=>
string(73) "69175614-8bac-11eb-bbd7-ac1f6bd30b31;f592a78c-073e-11ed-bbdb-ac1f6bd30b31"
}
[15]=>
array(11) {
["price"]=>
string(10) "32 550 ₽"
["oldprice"]=>
NULL
["name"]=>
string(95) "Рамка угловая 530 × 75 × 75 мм внешняя с подсветкой"
["id"]=>
string(4) "1273"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1990"
["product_attr_nomenclature_c"]=>
string(73) "1201df45-073f-11ed-bbdb-ac1f6bd30b31;1201df44-073f-11ed-bbdb-ac1f6bd30b31"
}
[16]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(49) "Рамка щелевая с подсветкой"
["id"]=>
string(4) "1522"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3060"
["product_attr_nomenclature_c"]=>
string(0) ""
}
}
array(17) {
[0]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(45) "Рамка плоская 620 × 80 мм"
["id"]=>
string(4) "1259"
["sku"]=>
string(40) "Рамка плоская 620 × 80 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1976"
["product_attr_nomenclature_c"]=>
string(73) "d26cc4cb-5060-11eb-bbd5-ac1f6bd30b31;29e2bff3-c5a4-11ea-b5b3-001577db725f"
}
[1]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(55) "Рамка плоская 600 × 60 × 6 мм"
["id"]=>
string(4) "1260"
["sku"]=>
string(40) "Рамка плоская 600 × 60 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1977"
["product_attr_nomenclature_c"]=>
string(73) "3c3a706a-5063-11eb-bbd5-ac1f6bd30b31;96a46bfd-1221-11ec-bbd9-ac1f6bd30b31"
}
[2]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(52) "Рамка квадратная 230 × 230 мм"
["id"]=>
string(4) "1261"
["sku"]=>
string(31) "Рамка квадратная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1978"
["product_attr_nomenclature_c"]=>
string(73) "760734fa-50b2-11eb-bbd5-ac1f6bd30b31;5e7bb07a-250b-11ec-bbd9-ac1f6bd30b31"
}
[3]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(42) "Рамка круглая ø240 мм"
["id"]=>
string(4) "1262"
["sku"]=>
string(25) "Рамка круглая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1979"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e066-50b2-11eb-bbd5-ac1f6bd30b31;7285646f-250b-11ec-bbd9-ac1f6bd30b31"
}
[4]=>
array(11) {
["price"]=>
string(10) "27 116 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка угловая 530 × 75 мм внутренняя"
["id"]=>
string(4) "1263"
["sku"]=>
string(46) "Рамка угловая внутренняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1980"
["product_attr_nomenclature_c"]=>
string(73) "6b13f750-5061-11eb-bbd5-ac1f6bd30b31;21f5cc1e-c5a4-11ea-b5b3-001577db725f"
}
[5]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка треугольная 195 × 195 × 195 мм"
["id"]=>
string(4) "1264"
["sku"]=>
string(33) "Рамка треугольная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1981"
["product_attr_nomenclature_c"]=>
string(73) "99ff50f4-50b2-11eb-bbd5-ac1f6bd30b31;82469728-250b-11ec-bbd9-ac1f6bd30b31"
}
[6]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(71) "Рамка угловая 530 × 75 × 75 мм внешняя"
["id"]=>
string(4) "1265"
["sku"]=>
string(40) "Рамка угловая внешняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1982"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e060-50b2-11eb-bbd5-ac1f6bd30b31;c1190321-2c08-11ec-bbd9-ac1f6bd30b31"
}
[7]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(88) "Рамка для контроля герметичности трубопроводов"
["id"]=>
string(4) "1266"
["sku"]=>
string(43) "Рамка для контроля труб"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1983"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[8]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(25) "Рамка щелевая"
["id"]=>
string(4) "1521"
["sku"]=>
string(25) "Рамка щелевая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3059"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[9]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(69) "Рамка плоская 620 × 80 мм с подсветкой"
["id"]=>
string(4) "1267"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1984"
["product_attr_nomenclature_c"]=>
string(73) "0d20f504-8bac-11eb-bbd7-ac1f6bd30b31;f68dd034-0728-11ed-bbdb-ac1f6bd30b31"
}
[10]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(79) "Рамка плоская 600 × 60 × 6 мм с подсветкой"
["id"]=>
string(4) "1268"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1985"
["product_attr_nomenclature_c"]=>
string(73) "e07820f5-205d-11ec-bbd9-ac1f6bd30b31;dee0459d-072f-11ed-bbdb-ac1f6bd30b31"
}
[11]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(76) "Рамка квадратная 230 × 230 мм с подсветкой"
["id"]=>
string(4) "1269"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1986"
["product_attr_nomenclature_c"]=>
string(73) "37bf6cd7-8bac-11eb-bbd7-ac1f6bd30b31;0e911cac-0730-11ed-bbdb-ac1f6bd30b31"
}
[12]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка круглая ø240 мм с подсветкой"
["id"]=>
string(4) "1270"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1987"
["product_attr_nomenclature_c"]=>
string(73) "4fdc522c-8bac-11eb-bbd7-ac1f6bd30b31;2e1f4ef0-0730-11ed-bbdb-ac1f6bd30b31"
}
[13]=>
array(11) {
["price"]=>
string(10) "37 800 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка угловая 530 × 75 мм внутренняя с подсветкой"
["id"]=>
string(4) "1271"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1988"
["product_attr_nomenclature_c"]=>
string(73) "c8f0142c-073e-11ed-bbdb-ac1f6bd30b31;c8f0142b-073e-11ed-bbdb-ac1f6bd30b31"
}
[14]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка треугольная 195 × 195 × 195 мм с подсветкой"
["id"]=>
string(4) "1272"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1989"
["product_attr_nomenclature_c"]=>
string(73) "69175614-8bac-11eb-bbd7-ac1f6bd30b31;f592a78c-073e-11ed-bbdb-ac1f6bd30b31"
}
[15]=>
array(11) {
["price"]=>
string(10) "32 550 ₽"
["oldprice"]=>
NULL
["name"]=>
string(95) "Рамка угловая 530 × 75 × 75 мм внешняя с подсветкой"
["id"]=>
string(4) "1273"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1990"
["product_attr_nomenclature_c"]=>
string(73) "1201df45-073f-11ed-bbdb-ac1f6bd30b31;1201df44-073f-11ed-bbdb-ac1f6bd30b31"
}
[16]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(49) "Рамка щелевая с подсветкой"
["id"]=>
string(4) "1522"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3060"
["product_attr_nomenclature_c"]=>
string(0) ""
}
}
array(17) {
[0]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(45) "Рамка плоская 620 × 80 мм"
["id"]=>
string(4) "1259"
["sku"]=>
string(40) "Рамка плоская 620 × 80 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1976"
["product_attr_nomenclature_c"]=>
string(73) "d26cc4cb-5060-11eb-bbd5-ac1f6bd30b31;29e2bff3-c5a4-11ea-b5b3-001577db725f"
}
[1]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(55) "Рамка плоская 600 × 60 × 6 мм"
["id"]=>
string(4) "1260"
["sku"]=>
string(40) "Рамка плоская 600 × 60 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1977"
["product_attr_nomenclature_c"]=>
string(73) "3c3a706a-5063-11eb-bbd5-ac1f6bd30b31;96a46bfd-1221-11ec-bbd9-ac1f6bd30b31"
}
[2]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(52) "Рамка квадратная 230 × 230 мм"
["id"]=>
string(4) "1261"
["sku"]=>
string(31) "Рамка квадратная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1978"
["product_attr_nomenclature_c"]=>
string(73) "760734fa-50b2-11eb-bbd5-ac1f6bd30b31;5e7bb07a-250b-11ec-bbd9-ac1f6bd30b31"
}
[3]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(42) "Рамка круглая ø240 мм"
["id"]=>
string(4) "1262"
["sku"]=>
string(25) "Рамка круглая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1979"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e066-50b2-11eb-bbd5-ac1f6bd30b31;7285646f-250b-11ec-bbd9-ac1f6bd30b31"
}
[4]=>
array(11) {
["price"]=>
string(10) "27 116 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка угловая 530 × 75 мм внутренняя"
["id"]=>
string(4) "1263"
["sku"]=>
string(46) "Рамка угловая внутренняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1980"
["product_attr_nomenclature_c"]=>
string(73) "6b13f750-5061-11eb-bbd5-ac1f6bd30b31;21f5cc1e-c5a4-11ea-b5b3-001577db725f"
}
[5]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка треугольная 195 × 195 × 195 мм"
["id"]=>
string(4) "1264"
["sku"]=>
string(33) "Рамка треугольная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1981"
["product_attr_nomenclature_c"]=>
string(73) "99ff50f4-50b2-11eb-bbd5-ac1f6bd30b31;82469728-250b-11ec-bbd9-ac1f6bd30b31"
}
[6]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(71) "Рамка угловая 530 × 75 × 75 мм внешняя"
["id"]=>
string(4) "1265"
["sku"]=>
string(40) "Рамка угловая внешняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1982"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e060-50b2-11eb-bbd5-ac1f6bd30b31;c1190321-2c08-11ec-bbd9-ac1f6bd30b31"
}
[7]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(88) "Рамка для контроля герметичности трубопроводов"
["id"]=>
string(4) "1266"
["sku"]=>
string(43) "Рамка для контроля труб"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1983"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[8]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(25) "Рамка щелевая"
["id"]=>
string(4) "1521"
["sku"]=>
string(25) "Рамка щелевая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3059"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[9]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(69) "Рамка плоская 620 × 80 мм с подсветкой"
["id"]=>
string(4) "1267"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1984"
["product_attr_nomenclature_c"]=>
string(73) "0d20f504-8bac-11eb-bbd7-ac1f6bd30b31;f68dd034-0728-11ed-bbdb-ac1f6bd30b31"
}
[10]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(79) "Рамка плоская 600 × 60 × 6 мм с подсветкой"
["id"]=>
string(4) "1268"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1985"
["product_attr_nomenclature_c"]=>
string(73) "e07820f5-205d-11ec-bbd9-ac1f6bd30b31;dee0459d-072f-11ed-bbdb-ac1f6bd30b31"
}
[11]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(76) "Рамка квадратная 230 × 230 мм с подсветкой"
["id"]=>
string(4) "1269"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1986"
["product_attr_nomenclature_c"]=>
string(73) "37bf6cd7-8bac-11eb-bbd7-ac1f6bd30b31;0e911cac-0730-11ed-bbdb-ac1f6bd30b31"
}
[12]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка круглая ø240 мм с подсветкой"
["id"]=>
string(4) "1270"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1987"
["product_attr_nomenclature_c"]=>
string(73) "4fdc522c-8bac-11eb-bbd7-ac1f6bd30b31;2e1f4ef0-0730-11ed-bbdb-ac1f6bd30b31"
}
[13]=>
array(11) {
["price"]=>
string(10) "37 800 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка угловая 530 × 75 мм внутренняя с подсветкой"
["id"]=>
string(4) "1271"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1988"
["product_attr_nomenclature_c"]=>
string(73) "c8f0142c-073e-11ed-bbdb-ac1f6bd30b31;c8f0142b-073e-11ed-bbdb-ac1f6bd30b31"
}
[14]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка треугольная 195 × 195 × 195 мм с подсветкой"
["id"]=>
string(4) "1272"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1989"
["product_attr_nomenclature_c"]=>
string(73) "69175614-8bac-11eb-bbd7-ac1f6bd30b31;f592a78c-073e-11ed-bbdb-ac1f6bd30b31"
}
[15]=>
array(11) {
["price"]=>
string(10) "32 550 ₽"
["oldprice"]=>
NULL
["name"]=>
string(95) "Рамка угловая 530 × 75 × 75 мм внешняя с подсветкой"
["id"]=>
string(4) "1273"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1990"
["product_attr_nomenclature_c"]=>
string(73) "1201df45-073f-11ed-bbdb-ac1f6bd30b31;1201df44-073f-11ed-bbdb-ac1f6bd30b31"
}
[16]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(49) "Рамка щелевая с подсветкой"
["id"]=>
string(4) "1522"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3060"
["product_attr_nomenclature_c"]=>
string(0) ""
}
}
array(17) {
[0]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(45) "Рамка плоская 620 × 80 мм"
["id"]=>
string(4) "1259"
["sku"]=>
string(40) "Рамка плоская 620 × 80 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1976"
["product_attr_nomenclature_c"]=>
string(73) "d26cc4cb-5060-11eb-bbd5-ac1f6bd30b31;29e2bff3-c5a4-11ea-b5b3-001577db725f"
}
[1]=>
array(11) {
["price"]=>
string(10) "25 200 ₽"
["oldprice"]=>
NULL
["name"]=>
string(55) "Рамка плоская 600 × 60 × 6 мм"
["id"]=>
string(4) "1260"
["sku"]=>
string(40) "Рамка плоская 600 × 60 мм"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1977"
["product_attr_nomenclature_c"]=>
string(73) "3c3a706a-5063-11eb-bbd5-ac1f6bd30b31;96a46bfd-1221-11ec-bbd9-ac1f6bd30b31"
}
[2]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(52) "Рамка квадратная 230 × 230 мм"
["id"]=>
string(4) "1261"
["sku"]=>
string(31) "Рамка квадратная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1978"
["product_attr_nomenclature_c"]=>
string(73) "760734fa-50b2-11eb-bbd5-ac1f6bd30b31;5e7bb07a-250b-11ec-bbd9-ac1f6bd30b31"
}
[3]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(42) "Рамка круглая ø240 мм"
["id"]=>
string(4) "1262"
["sku"]=>
string(25) "Рамка круглая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1979"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e066-50b2-11eb-bbd5-ac1f6bd30b31;7285646f-250b-11ec-bbd9-ac1f6bd30b31"
}
[4]=>
array(11) {
["price"]=>
string(10) "27 116 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка угловая 530 × 75 мм внутренняя"
["id"]=>
string(4) "1263"
["sku"]=>
string(46) "Рамка угловая внутренняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1980"
["product_attr_nomenclature_c"]=>
string(73) "6b13f750-5061-11eb-bbd5-ac1f6bd30b31;21f5cc1e-c5a4-11ea-b5b3-001577db725f"
}
[5]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка треугольная 195 × 195 × 195 мм"
["id"]=>
string(4) "1264"
["sku"]=>
string(33) "Рамка треугольная"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1981"
["product_attr_nomenclature_c"]=>
string(73) "99ff50f4-50b2-11eb-bbd5-ac1f6bd30b31;82469728-250b-11ec-bbd9-ac1f6bd30b31"
}
[6]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(71) "Рамка угловая 530 × 75 × 75 мм внешняя"
["id"]=>
string(4) "1265"
["sku"]=>
string(40) "Рамка угловая внешняя"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1982"
["product_attr_nomenclature_c"]=>
string(73) "e1f1e060-50b2-11eb-bbd5-ac1f6bd30b31;c1190321-2c08-11ec-bbd9-ac1f6bd30b31"
}
[7]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(88) "Рамка для контроля герметичности трубопроводов"
["id"]=>
string(4) "1266"
["sku"]=>
string(43) "Рамка для контроля труб"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1983"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[8]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(25) "Рамка щелевая"
["id"]=>
string(4) "1521"
["sku"]=>
string(25) "Рамка щелевая"
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3059"
["product_attr_nomenclature_c"]=>
string(0) ""
}
[9]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(69) "Рамка плоская 620 × 80 мм с подсветкой"
["id"]=>
string(4) "1267"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1984"
["product_attr_nomenclature_c"]=>
string(73) "0d20f504-8bac-11eb-bbd7-ac1f6bd30b31;f68dd034-0728-11ed-bbdb-ac1f6bd30b31"
}
[10]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(79) "Рамка плоская 600 × 60 × 6 мм с подсветкой"
["id"]=>
string(4) "1268"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1985"
["product_attr_nomenclature_c"]=>
string(73) "e07820f5-205d-11ec-bbd9-ac1f6bd30b31;dee0459d-072f-11ed-bbdb-ac1f6bd30b31"
}
[11]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(76) "Рамка квадратная 230 × 230 мм с подсветкой"
["id"]=>
string(4) "1269"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1986"
["product_attr_nomenclature_c"]=>
string(73) "37bf6cd7-8bac-11eb-bbd7-ac1f6bd30b31;0e911cac-0730-11ed-bbdb-ac1f6bd30b31"
}
[12]=>
array(11) {
["price"]=>
string(10) "33 600 ₽"
["oldprice"]=>
NULL
["name"]=>
string(66) "Рамка круглая ø240 мм с подсветкой"
["id"]=>
string(4) "1270"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1987"
["product_attr_nomenclature_c"]=>
string(73) "4fdc522c-8bac-11eb-bbd7-ac1f6bd30b31;2e1f4ef0-0730-11ed-bbdb-ac1f6bd30b31"
}
[13]=>
array(11) {
["price"]=>
string(10) "37 800 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка угловая 530 × 75 мм внутренняя с подсветкой"
["id"]=>
string(4) "1271"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1988"
["product_attr_nomenclature_c"]=>
string(73) "c8f0142c-073e-11ed-bbdb-ac1f6bd30b31;c8f0142b-073e-11ed-bbdb-ac1f6bd30b31"
}
[14]=>
array(11) {
["price"]=>
string(10) "28 350 ₽"
["oldprice"]=>
NULL
["name"]=>
string(90) "Рамка треугольная 195 × 195 × 195 мм с подсветкой"
["id"]=>
string(4) "1272"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1989"
["product_attr_nomenclature_c"]=>
string(73) "69175614-8bac-11eb-bbd7-ac1f6bd30b31;f592a78c-073e-11ed-bbdb-ac1f6bd30b31"
}
[15]=>
array(11) {
["price"]=>
string(10) "32 550 ₽"
["oldprice"]=>
NULL
["name"]=>
string(95) "Рамка угловая 530 × 75 × 75 мм внешняя с подсветкой"
["id"]=>
string(4) "1273"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "1990"
["product_attr_nomenclature_c"]=>
string(73) "1201df45-073f-11ed-bbdb-ac1f6bd30b31;1201df44-073f-11ed-bbdb-ac1f6bd30b31"
}
[16]=>
array(11) {
["price"]=>
string(19) "По запросу"
["oldprice"]=>
NULL
["name"]=>
string(49) "Рамка щелевая с подсветкой"
["id"]=>
string(4) "1522"
["sku"]=>
string(0) ""
["currency_code"]=>
string(3) "₽"
["check_min_price"]=>
string(1) "0"
["available"]=>
int(1)
["count"]=>
NULL
["product_attr_id"]=>
string(4) "3060"
["product_attr_nomenclature_c"]=>
string(0) ""
}
}















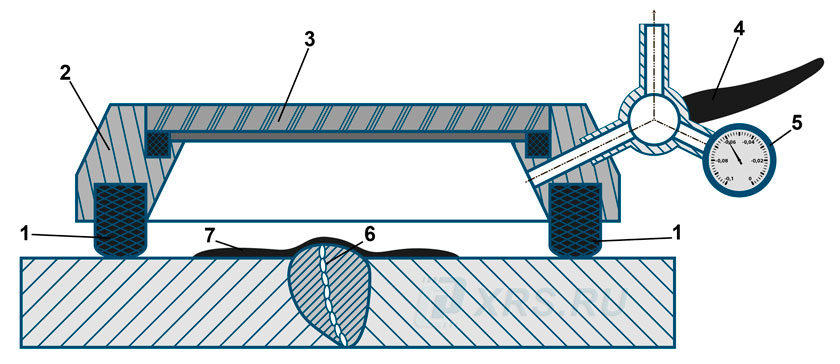






")


")